Сварщик термитной сварки
Дефекты сварных соединений стыков рельсов при термитной сварке
При термитной сварке возможно возникновение внутренних дефектов швов в виде непроваров, оксидных пленок, пор и шлаковых включений.
Непровары — это дефект в виде местного несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков. Непровары в виде несплавления основного металла с наплавленным представляют собой тонкую прослойку оксидов, а в некоторых случаях — грубую шлаковую прослойку между основным и наплавленным металлом. Причинами образования непроваров являются:
- плохая зачистка кромок свариваемых рельсов от окалины, ржавчины, краски, шлака, масла и других загрязнений;
- недостаточная температура нагрева термитного металла;
- низкая квалификация персонала.
Оксидные пленки могут возникать при всех видах сварки. Причины их образования такие же, как и шлаковых включений: загрязненность поверхностей свариваемых элементов; низкое качество термитной смеси; недостаточно хорошая квалификация сварщика и т.п.
Возникновение пор (газовых пузырей) в шве связано с выделением водорода или азота либо окиси углерода из металла в момент его затвердевания.
Водород может попадать в зону сварки вместе с маслом и ржавчиной, находящимися на кромках свариваемого металла при плохой их очистке, а также при использовании влажного термита.
Азот может попадать в зону сварки при плохой ее защите от воздуха, а также вместе с воздухом, находящимся между зернами термитной смеси. При этом чем более крупные зерна имеет термит (меньше его насыпной вес), тем больше азота и кислорода попадает в зону сварки.
Растворимость водорода и азота в жидком металле весьма велика и неуклонно возрастает с повышением температуры до 2380 °С для водорода и до 2200 °С для азота.
Растворяясь в жидком металле, водород и азот попадают в сварочную ванну и при последующем ее остывании (до момента затвердевания металла) лишь в небольшом количестве выделяются из нее.
При затвердевании металла растворимость в нем водорода и азота скачкообразно падает, и избыток их выделяется в виде пузырьков. Вследствие быстрого затвердевания металла пузырьки газа не успевают полностью выделиться в атмосферу из формы и остаются в шве в виде продолговатых пор.
Чем больше водорода или азота попадает в зону сварки, тем больше их растворяется в жидком металле и тем большая вероятность образования пор в шве.
При неизменном количестве растворенного в ванне водорода или азота увеличение времени пребывания металла ванны в жидком состоянии (уменьшение скорости кристаллизации) способствует дегазации жидкого металла и уменьшает вероятность образования пор в шве.
Шлаковое включение (рис. 3.5) — шлак, попавший в металл сварного шва. В зависимости от условий образования включения бывают:
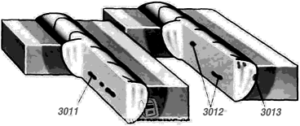
Рис. 3.5. Шлаковые включения в металле шва при термитной сварке: линейные (ЗОН), разобщенные (3012) и прочие (3013)
- линейные (3011);
- разобщенные (3012);
- прочие (3013).
Допустимо при сварке неответственных конструкций. Недопустимо при сварке конструкций, работающих при малоцикловом нагружении, и ответственных конструкций, к которым относятся железнодорожные рельсы. Формирование шлаковых включений при термитной сварке происходит при плавлении термита и частичном окислении термитного металла. При заливке в форму, шлаковые включения и пленки не полностью проходят через литниковую систему и застревают в кристаллизующемся металле шва.