Слесарь по ремонту автомобилей 4-5 разряда
Ремонт платформы, кабины, кузова автомобиля
Ремонт платформы, кабины, кузова связывается с устранением всех дефектов, которые появились в этих узлах в процессе эксплуатации. К числу таких дефектов относятся
усталостные и сварные трещины, ослабление заклепочных и резьбовых соединений, коррозионные изъязвления, разрывы металла, прогибы и переносы стоек, вмятины и выпучины кабин и кузовов. Трещины сварные и усталостные встречаются в сварных соединениях рам, стоек и др. При капитальном ремонте автомобилей рамы полностью
разбирают и контролируют состояние сварных швов и наиболее нагруженных участков, ослабленные заклепочные соединения разбирают и заменяют новыми. Головку заклепок
лучше всего удалять механическими способами путем высверливания или рубкой пневмозубилами, а также газовой резкой или воздушно-дуговой строжкой, угольными электродами. После этого заклепку выбивают и раму разбирают на отдельные детали.
Погнутые балки и поперечины правят на специальных стендах с помощью прессов. Качество правки контролируется проверочными линейками и щупами. Негодные детали
заменяются новыми. Трещины в сварных соединениях обычно располагаются рядом со сварным швом по зоне термического влияния. Наличие трещин в сварных соединениях может быть установлено одним из способов магнитной дефектоскопии, метода красок, керосиновой пробы или ультразвуковой дефектоскопии.
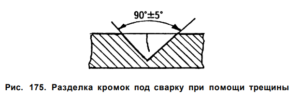
Контролю на наличие трещин подвергаются наиболее нагруженные места рамы, а также вблизи отверстий. Обнаруженные трещины должны быть заварены. Перед сваркой по концам трещины сверлят отверстия диаметром 3—5 мм для предупреждения возможности ее дальнейшего распространения. Далее металл около трещины удаляют на
всю ее глубину с разделкой кромок под сварку под углом 90° (рис. 175). При сквозной трещине в зависимости от толщины металла делают V-образную разделку при толщине
до 12 мм, и Х-образную — при большей толщине. Для заплавления разделки наиболее приемлемой является сварка в среде углекислого газа. Марка сварочной проволоки зависит
от химического состава свариваемых металлов. Для малоуглеродистых сталей сварку ведут проволокой Св-08Г2С, Св12ГС диаметром 1,2—1,6 мм.
Режимы сварки: сила сварочного тока 150—180 А, напряжение 25—27 В. Полярность обратная. Сварка в среде углекислого газа обеспечивает наименьшую величину коробления.
При ручной дуговой сварке желательно использовать электроды диаметром 3 мм. Сварку проводить постоянным током обратной полярности. Для сварки малоуглеродистых сталей рекомендуются электроды типа Э46, Э50. Режимы сварки: сила тока 100—120 А, напряжение 30—32 В.
Если трещина проходит через отверстие, например заклепочное, то дефектный участок вырезают и заменяют новым. Иногда для усиления шва приваривают накладки.
Ослабленные заклепки удаляются, изношенные отверстия завариваются. После очистки сварного шва сверлят отверстие на 1 мм меньше номинального. На прессе отверстие
раздается до номинального, в них плотно устанавливаются заклепки и на клепательной установке соединяют детали рамы. Заклепочное соединение должно отвечать всем требованиям, согласно техническим условиям. Участки кузовов, кабин и платформ, поврежденные глубокими и сквозными коррозионными изъязвлениями, вырезают и заменяют новыми. Вырезку желательно выполнять механическим способом, например пневматическим резцом, электрическими ножницами, или газовой резкой. При газовой резке за счет высоких температур происходит коробление металла оставшейся части. Приварку вставок производят после прихватки короткими участками 5—10 мм с шагом 100—120 мм и контроля сборки. Предпочтение отдается сварке в среде углекислого газа сварочной проволокой диаметром 0,8 мм, током 90—110 А и напряжением 18—22 В.
Сварное соединение выполняется внахлестку по всему периметру. Для частичного снятия внутренних напряжений и придания правильной формы узлам сварные швы подвергаются
проковке с помощью пневматического пистолета. Изношенные крылья заменяются на новые с приваркой последних контактной точечной сваркой. Кузов, кабина и их детали,
потерявшие форму в результате аварии, подлежат правке на специальных стендах с использованием специализированного инструмента в виде оправок, гидравлических струбцин, зажимов, растяжек и т. д. Процесс правки выполняется как в холодном состоянии, так и с нагревом мест повреждений с помощью технических и технологических приемов.
Вмятины, не имеющие перегибов и вытяжки материалов, устраняют выколоткой с помощью деревянных или резиновых молотков. Глубокие вмятины без острых загибов и складок начинают править с середины, постепенно перенося удары к краю. Вмятины ударного характера правят с подогревом линии перегиба. Окончательную правку проводят с применением поддержек, которые устанавливают с внутренней стороны. Тонкую рихтовку поверхностей выполняют с помощью рихтовальных молотков.
Поломанные болты, резьбовая часть которых остается в детали, удаляют вывертыванием, если есть возможность захвата за выступающую часть, или высверливанием сверлом,
диаметр которого меньше внутреннего диаметра резьбы болта. В отверстие вбивается квадратный стержень, с помощью которого выворачивают оставшуюся часть. После этого резьбу
в отверстии поправляют метчиком. Если повреждена резьба в отверстии, то резьбу заплавляют, затем отверстие рассверливают под требуемый диаметр и нарезают новую резьбу.
Окраска автомобиля
После выполнения ремонтных работ платформа, кузов и кабина подлежат окраске. При капитальном ремонте лакокрасочные покрытия, если они хорошо сохранились, обновляют.
Назначение окраски состоит в защите деталей от коррозии, а также в улучшении внешнего вида автомобиля.
Процесс получения качественного лакокрасочного покрытия предусматривает следующий порядок работ:
• приготовление лакокрасочных покрытий;
• подготовка поверхности к окраске;
• грунтовка;
• шпаклевка;
• шлифование грунтованных и шпаклеванных поверхностей;
• нанесение противокоррозионных противошумных мастик;
• нанесение первого слоя эмали;
• правка покрытий местной шпаклевкой;
• шлифование местных шпаклеванных поверхностей;
• нанесение нескольких слоев эмали с сушкой каждого
слоя;
• контроль качества окраски автомобиля.
Приготовление лакокрасочных покрытий выполняется непосредственно перед процессом окраски и заключается в тщательном перемешивании краски, разбавлении ее растворителями до требуемой вязкости. Вязкость определяется на приборе — вискозиметре — временем истечения 100 см3 лакокрасочного покрытия. Для окраски кузовов и кабин используется нитроглифталевые и синтетические эмали, нитроэмали. Подготовка поверхности к окраске заключается в удалении масел, окалины, ржавчины, влаги и старой краски.
Очистка от окалины, ржавчины, старой краски выполняется на моечных машинах, описанных выше. Масла удаляют протиркой ветошью и обезжириванием. Сушка осуществляется горячим воздухом в течение 2…3 мин для удаления влаги. Грунтовка поверхности предназначена для обеспечения
сцепления последующих слоев эмали с поверхностью детали. Для грунтовки применяют лакокрасочный материал, обладающий хорошей прилипаемостью к металлу. Грунтованная поверхность должна быть матовой. Если после высыхания грунтовки поверхность оказалась глянцевой, то ее зачищают мелкозернистой наждачной бумагой для создания шероховатости. Шпаклевание выполняют для устранения неровностей и раковин на поверхности загрунтованных деталей. Наносят шпаклевку шпателями в несколько слоев. Толщина одного слоя не более 0,5 мм при общей толщине не более 2,0 мм. Последующий слой наносится на предыдущий после полного его высыхания.
Шлифовка предназначена для сглаживания неровностей после шпаклевки. Процесс выполняется как вручную, так и с помощью переносных пневматических или электрических
шлифовальных машин. В качестве шлифующего материала используются пемза и водостойкая наждачная бумага с мелким зерном. Противокоррозионная и противошумная мастика предотвращает коррозию кузова и уменьшает уровень шума в салоне при движении автомобиля. Наносятся мастики вручную или пневматическими устройствами. Защита нижней части кузова, кабины и платформы производится битумно-асбестовым покрытием, обладающим эластичностью и устойчивостью против действия камней и солей.
Противокоррозионная защита закрытых полостей производится путем впрыскивания покрытий через специальные отверстия, предназначенные для этих целей.
Процесс окраски начинают с нанесения первого слоя эмали, позволяющего выявить оставшиеся дефекты, которые более четко проявляются на окрашенной поверхности.
Выявленные дефекты шпаклюют быстросохнущей шпаклевкой с последующим их шлифованием мелкозернистой шлифовальной бумагой.
На подготовленную поверхность наносят последующие слои лакокрасочного покрытия. Выполнение этой операции осуществляется вручную пистолетом-краскораспылителем
или краскораспылительной установкой при давлении сжатого воздуха 0,3—0,7 МПа. Разведенная краска заливается в бачок краскораспылителя инжекторного типа, откуда сжатым воздухом в виде мельчайших частиц подается на окрашиваемую поверхность. Недостатком пневматического распыления является высокий расход лакокрасочных материалов из-за потерь на туманообразование. Для снижения потерь окраску производят в электрическом поле на специальных установках. Сушка лакокрасочных покрытий может быть естественной при температуре окружающего воздуха 18—23°С или искусственной при температуре 60—120°С. Более качественным покрытие получается при искусственней сушке, что также сокращает время высыхания. Нагрев окрашенных поверхностей кузова, кабины и платформы осуществляется горячим воздухом в специальных камерах или терморадиационным способом, основанном на поглощении инфракрасных лучей металлическими поверхностями. Контроль качества окраски основывается на измерении толщины лакокрасочного слоя и оценке адгезии (прилипаемости) покрытия к поверхности металла. Толщина слоя покрытия измеряется магнитным толщиномером. Оценка прилипаемости осуществляется способом решетчатого надреза по четырехбалльной системе. На нелицевой стороне скальпелем делается несколько взаимноперпендикулярных надрезов с образованием площадок 1—4 мм.
Четвертому баллу соответствует полное или частичное (более 35%) отслаивание покрытия от поверхности детали, первому баллу — отсутствие отслаивания.