I'm a Copywriter in a Digital Agency, I was searching for courses that'll help me broaden my skill set. Before signing up for Rob's.
![]()
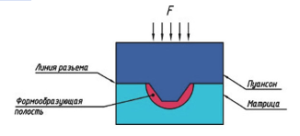
Штампы и пресс-формы служат оснасткой для одного из самых прогрессивных и распространенных способов обработки материалов – обработки давлением. Обработке давлением подвергаются металлы и их сплавы, а также различные неметаллические материалы, находящие все большее и большее распространение в машиностроении.
Штампы преимущественно служат для придания формы металлическим изделиям; роль пресс-форм в производстве значительно шире: в пресс-формах производится не только отливка деталей под давлением или прессование их, но и изготовление всевозможных изделий из таких неметаллических материалов, как резина, кожа и различные пластмассы.
В инструментальном цехе машиностроительного завода главный объем работ занимает изготовление штампов. Однако и производству пресс-форм принадлежит видное место. В связи с развитием химической промышленности все большим применением в машиностроении пластических масс удельный вес изготовления пресс-форм в общем объеме продукции инструментальных цехов будет непрерывно увеличиваться.
Прессование пластмасс позволяет получать изделия самой сложной конфигурации и рельефа без механической обработки. В связи с этим конструкции пресс-форм для пластмасс отличаются высокой трудоемкостью и сложностью технологического процесса.
Штампы и пресс-формы представляют собой дополнительные устройства к машинам, придающие деталям заданную форму без снятия металлической стружки. Особенность названной оснастки прежде всего состоит в том, что в ее конструкции одновременно сочетаются и рабочие инструменты, изменяющие форму детали, и приспособления, устанавливающие и закрепляющие деталь или ее арматуру при штамповке и прессовании.
Штампы применяются для изменения формы детали в холодном и горячем состоянии. В первом случае их называют штампами холодной штамповки, во втором – штампами горячей штамповки. Поскольку последние представляют особую область технологической оснастки, а их изготовление носит специфический характер и часто производится в особых штамповочных цехах или мастерских, в этом разделе будет рассказано только о конструкции и производстве штампов холодной штамповки.
Штампы холодной штамповки можно разделить на следующие типы:
Пресс-формы различают по технологическому назначению (для вулканизации резинотехнических изделий, для прессования пластических масс и т. д.), а также по способу их обогрева при прессовании изделий (электрический или паровой обогрев).
Штампы холодной штамповки и пресс-формы состоят из большого количества различных деталей. По своему назначению эти детали могут быть объединены в несколько групп, выполняющих вполне определенные функции при штамповке:
Виды пресс-форм
Пресс-формой называют устройство, в которое под высоким давлением заливается расплавленный материал. В качестве материала зачастую применяются полимеры и металлы. Пресс-форма определяет все внешние параметры изготавливаемого изделия, включая форму, плотность стенок и мельчайшие конструкционные элементы.
Двухплитные пресс-формы
Данный вид формообразующей системы относится к самым распространенным и простым вариантам установок. Литье у таких пресс-форм холодноканальное. Расплавленный материал от центрального канала проходит свободно, затем попадая в разводящий литник, он дозировано начинает поступать в полость формующего устройства. Изделия, изготовленные такой методикой можно легко вычислить по заметному круглому срезу, образованному в месте впрыска по самому центру детали.
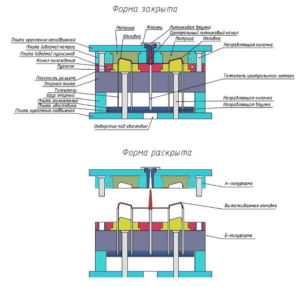
Забор готовой детали и отделение литников происходит за счет системы толкателей, состоящей из хвостовика, специальной плиты и самих толкательных устройств. Форма толкателей может быть самой разной. Цилиндрические толкатели оставляют на внутренней поверхности изделия круглый отпечаток.
Одним из самых важных элементов входящих в оснастку литьевого оборудования является теплообменник. В конструкцию теплообменника входит большое число закругленных отверстий со сложной формой. По указанным отверстиям проходит жидкость, которая обеспечивает охлаждение изделия после его формовая.
Трёхплитные пресс-формы
У пресс-форм, в конструкцию которых входят сразу три плиты есть две разъемные линии. Первая линия разъема отвечает за извлечение готового изделия из формы. Вторая — предназначается для забора уже охлажденного литника. Такой тип конструкции необходим для литников разводящего типа и обеспечивает возможность проведения впрыска не только по периметру формы, но и в другие ее точки. Разводящий литник после открытия пресс-формы отделяется автоматически, а точка впрыска на готовом изделии практически не видна, и занимает всего лишь несколько миллиметров.
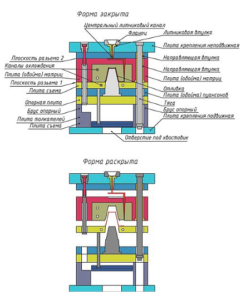
Цикл съема у трехплитных установок обычно начинается уже при размыкании первой разъемной линии, которая проходит между матрицей и пуансоном, далее литник отсоединяется от сформированного изделия. После полного освобождения детали раскрывается вторая разъемная линия и извлекается сам литник. В случае недопущения каких-либо следов на изделии, используется метод, при котором отливка с пуансона изымается съемной плитой. В таких условиях толкательное усилие распределяется равномерно.
Горячеканальные пресс-формы
Горячеканальные системы благодаря множеству преимуществ, из которых особо выделяются безотходное производство, и ускоренное изготовление изделий пользуются большим спросом, как у больших промышленных предприятий, так и у серийных производителей. В оснастку таких пресс-форм обязательно входят электронагреватели, благодаря которым обрабатываемое сырье находится в виде гомогенного расплава с равномерными термическими значениями. Зависимо от вида самой системы горячеканального литья используется один из двух видов нагревателей: патронные ТЭНы или спиральные электронагреватели. У таких установок исключено извлечение литника, что значительно сокращает общий рабочий цикл производства и этап охлаждения.
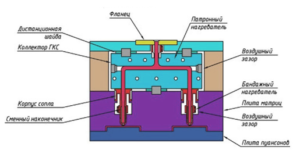
В литниковую систему горячеканальной пресс-формы входят два основных элемента:
Коллектор размещен в матричной плите и обеспечивает доставку материала от сопел литьевого оборудования к соплам, подающим расплав в полость пресс-формы.
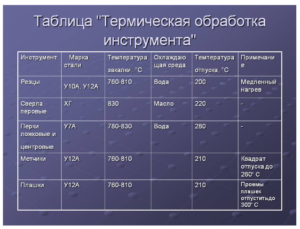
Термическая обработка инструментов
Термическая обработка инструментов требуется для придания последним теплостойкости, прочности, твердости и износостойкости. Если в ходе закалки, отпуска и других технологических процессов были допущены ошибки, инструмент может оказаться непригодным к использованию. Вот почему так важно соблюдать культуру термической обработки изделий из легированных, углеродистых и быстрорежущих сталей.
Обязательную термическую обработку проходят режущие инструменты: резцы, фрезы, сверла, метчики. Необходима эта процедура и для измерительных инсртументов, а также абразивных кругов. Закалка последних производится по особой схеме и носит название бакелизации.
В результате термической обработки инструменты получают следующие свойства:
Виды термической обработки

Рис 1. Основные режимы термической обработки инструментов
Отжиг
Используется для снятия внутренних напряжений и понижения твердости после прокатки, штамповки и сварки изделий. Этот же процесс предшествует повторной закалке, если первичная обработка была выполнена неправильно. В ходе отжига инструмент нагревают до +830-+850 градусов Цельсия, выдерживают при этой температуре 3 часа, а после чего охлаждают.

Рис. 2. Отжиг углеродистых сталей
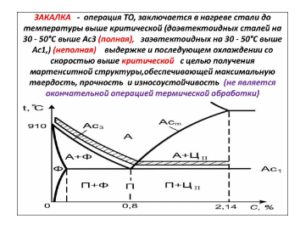
Закалка.
Закалку выполняют с целью увеличения твердости инструмента. В процессе перлитная структура быстрорежущей стали превращается в мартенсит с промежуточным переходом через аустенит. Для этого сталь нагревают, а затем быстро охлаждают в масле до температуры мартенситных превращений. Дальнейшее охлаждение выполняют медленно, чтобы аустенит распался практически полностью.
Нагрев.
Так называют процесс термической обработки инструмента из быстрорежущих сталей в ходе которого изделия медленно нагревают от закалочной температуры +1200-+1300 градусов Цельсия. Продолжительный нагрев исключает возникновение закалочных трещин, причиной появления которых становится напряжение в сердцевине инструмента.
Температура окончательного нагрева и продолжительность воздействия зависит:
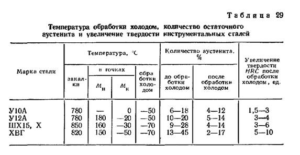
Охлаждение.
Способ охлаждения и охлаждающие среды выбирают с учетом состава стали, сложности инструмента и свойств, которые он должен приобрести после обработки. При этом до температуры мартенситного превращения изделия охлаждают быстро, чтобы не допустить превращение аустенита в промежуточные структуры. Для каждой марки стали есть рекомендуемые скорости охлаждения и охлаждающей среды. Широкое распространение получила практика комбинированного охлаждения со сменой сред в роли которых выступают вода, масло, растворы солей, щелочи, воздух.
После термической обработки инструменты средней сложности и сложные охлаждают в воде до +300-+250 градусов Цельсия, а затем в масле. Температуру простых изделий понижают только в воде .
Термическая обработка инструмента.
https://disk.yandex.ru/i/9JWtztI0Iu-qEw

– Mary Kate McDevitt, Skillshare teacher with 50,000 students
I'm a Copywriter in a Digital Agency, I was searching for courses that'll help me broaden my skill set. Before signing up for Rob's.
![]()
Join our community of students around,the world helping you succeed.