I'm a Copywriter in a Digital Agency, I was searching for courses that'll help me broaden my skill set. Before signing up for Rob's.
![]()
По целевому назначению приспособления можно разделить на пять основных групп:
По степени механизации и автоматизации приспособления делятся на ручные, механизированные, полуавтоматические и автоматические.
Изготовление и ремонт приспособлений и технологической оснастки
Сборочные приспособления. В состав технологического оснащения рабочего места слесаря-сборщика входит комплект приспособлений и вспомогательных устройств.
По характеру применения все сборочные приспособления можно разделить на универсальные, применяемые при единичном и мелкосерийном производствах, и специальные, используемые в основном в серийном и массовом производствах.
Универсальные приспособления подразделяются на зажимные — тиски и струбцины — и установочные.
Тиски — наиболее распространенное зажимное приспособление для слесарно-сборочных работ. Применяют тиски стуловые, параллельные и ручные (рис. 25.1).
Стуловые тиски служат для выполнения тяжелых работ (рубка, гибка, клепка и др.) (рис. 25.1, а). Детали стуловых тисков отковывают из конструкционной углеродистой стали. На рабочие части губок наваривается накладка из инструментальной углеродистой стали марок У7, У8 или на винтах укрепляются специальные пластины (накладные губки). Стуловые тиски отличаются простотой конструкции и высокой прочностью.
Параллельные тиски разделяются на неповоротные и поворотные (рис. 25.1, б). Здесь подвижная губка при вращении винта перемещается, оставаясь параллельной неподвижной губке, отчего тиски получили название параллельных. Параллельные поворотные тиски состоят из плиты-основания 1 (рис. 25.1, б) и поворотной части 2, подвижной 3 и неподвижной 4 губок. Параллельность перемещения подвижной губки обеспечивается направляющей призмой 5 и осуществляется с помощью ходового винта 6и гайки 7. По круговому Т-образному пазу ? перемещается болт 77 с гайкой 10. С помощью рукоятки 12 можно прижать поворотную часть 2 к плите-основанию тисков под заданным углом. При освобождении болта 77 поворотную часть поворачивают вокруг оси 9 для установки на требуемый угол.
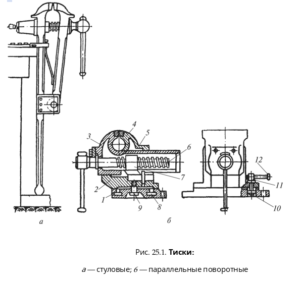
Губки параллельных тисков отливают из серого чугуна; ходовой винт, болты и другие детали выполняют из конструкционной углеродистой стали. Для продления срока службы губок и увеличения прочности зажима деталей (заготовок) в процессе работы рабочие части (накладные губки) изготовляют из инструментальной стали марки У8 с крестообразной насечкой; после закалки их прикрепляют винтами к основным губкам.
Тиски на крышке верстака укрепляют болтами через отверстия лапок плиты-основания 1 (рис. 25.1, б). В целях повышения производительности труда и снижения утомляемости рабочего обычные винтовые тиски в ряде случаев заменяются пневматическими. Ручные тиски (их часто называют тисочками) применяются при работе с мелкими деталями, которые неудобно или опасно держать в руках. По своему устройству они напоминают стуловые тиски, но не имеют приспособления для крепления к верстаку. Ручные тиски изготовляют двух типов: тиски с пружиной и шарнирным соединением с шириной губок 36,40 и 45 мм и для мелких работ с шириной губок 6, 10 и 15 мм. Если форма детали такова, что возможно зажать ее в нужном положении, как, например, при опиливании фаски под заданным углом, применяют косогубые тисочки, в которых захватывают деталь и зажимают в губки параллельных тисков.
Ручные тиски изготовляют из качественной конструкционной углеродистой стали марки 45—50; для пружин используют инструментальную углеродистую сталь марки У7 или сталь марки 65Г. Допускается изготовление пружин и из стали марки 60-70. Струбцины применяют для временного закрепления собираемых деталей или узлов в процессе сборки, а также при выполнении слесарных работ или при сварке. Наиболее распространены обычные струбцины с винтовым зажимом (рис. 25.2, а, б). Существует несколько конструкций быстродействующих струбцин с винтовым зажимом, применение которых позволяет значительно сократить затраты вспомогательного времени. В струбцине первого типа (рис. 25.2, в) направляющая линейка 5жестко скреплена с основанием 4. При сжатии собираемых деталей подвижная губка 2 с зажимным винтом 1 заклинивается на линейке и удерживается в рабочем положении силой трения. В свободном состоянии подвижная часть струбцины легко перемещается по линейке 3.
Струбцина второго типа (рис. 25.2, г) состоит из скобы 5, подвижной рейки 3 с винтом 2, рукоятки 1 и фиксирующей собачки 4. Для увеличения размера Я рейка с винтом перемещаются после расцепления собачки 4с рейкой, а для уменьшения этого размера — без расцепления ее с собачкой; в этом случае собачка проскальзывает по зубьям рейки. Для закрепления деталей постоянных размеров целесообразно применять струбцины с эксцентриковым зажимом.
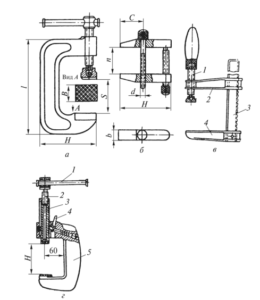
Рис. 25.2. Струбцины
Следует отметить, что при выполнении слесарно-сборочных работ наиболее производительны струбцины и клещи пневматического действия.
К установочным сборочным приспособлениям относятся: плиты, сборочные балки, призмы и т.д.
Плиты и сборочные балки (рис. 25.3, а, б) предназначены для установки и сборки машин или отдельных узлов; они изготовляются из чугуна и имеют Т-образные пазы, которые служат для закрепления собираемых изделий. Установочные поверхности плит и балок должны быть чисто обработаны. Применение плит и балок обеспечивает правильное взаимное расположение поверхности собираемых деталей узлов или машин и дает возможность выполнять слесарно-пригоночные работы. Сборочные балки и плиты устанавливают на полу или в специальных подставках.
Угольники и призмы (рис. 25.3, в) служат для установки и закрепления собираемых деталей и узлов. Их обычно изготовляют из стали или чугуна и устанавливают на сборочных верстаках, столах или плитах.
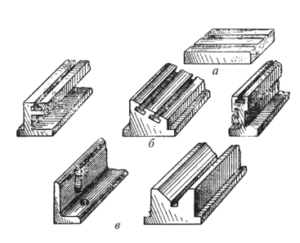
Рис. 25.3. Установочные сборочные приспособления: а — плиты; б — сборочные балки; в – угольники и призмы.
Специальные сборочные приспособления используют для закрепления одной детали или узла или группы деталей и узлов определенной формы.
Применение специальных приспособлений является одним из основных путей повышения производительности труда в условиях серийного и массового производств. Крепление собираемых деталей, узлов и изделий в специальных приспособлениях позволяет сократить не только вспомогательное время на установку и выверку деталей, но и продолжительность самого процесса сборки.
При конвейерной сборке приспособления для закрепления собираемых узлов размещают на тележках или пластинах конвейера. При сборке мелких узлов на ленточном или пластинчатом конвейере сборщик может снять с конвейера такие приспособления вместе с узлом для выполнения операции на верстаке, а затем возвратить его на место.
К группе специальных приспособлений стационарного типа относятся также стенды и кантователи для сборки крупных узлов и изделий.
Станочными приспособлениями называют дополнительные устройства к металлорежущим станкам, предназначенные для установки и закрепления заготовок в требуемом положении относительно станка и режущих инструментов при механической обработке и сборке.
Станочные приспособления подразделяют на: универсальные общего назначения, специальные, универсально-сборные, сборно-разборные и др.
Универсальные приспособления — токарные патроны, станочные тиски, кондукторы, делительные устройства, столы и др. применяют в единичном и мелкосерийном производствах для установки и закрепления заготовок. Эти приспособления подразделяют на безналадочные и наладочные. Наладонные приспособления состоят из двух частей — универсальной, которая является постоянной и изготавливается заранее, и сменной, состоящей из сменных наладок, изготовляемых в соответствии с формой и габаритными размерами группы деталей, обрабатываемых в данном приспособлении. К таким приспособлениям относятся универсальные патроны со сменными кулачками, тиски со сменными губками, скальчатые кондукторы, столы и др.
Специальные приспособления предназначены для обработки определенной детали или группы однотипных деталей и обеспечивают высокую точность установки и быстрое закрепление.
Кулачковые патроны применяют для установки и закрепления заготовок на токарных и шлифовальных станках. Они бывают двух-, трех- и четырехкулачковые, с ручным и механизированным приводом и самоцентрирующие с независимым перемещением кулачков.
Двухкулачковые патроны служат для закрепления небольших заготовок сложной формы (арматуры, фасонного литья, штамповок, поковок и т.п.) и изготовляются с ручным приводом, со спирально-реечным, винтовым, клиновым центрирующим и клинорычажным механизмами.
Более широко применяют универсальные трехкулачковые спирально-реечные патроны с ручным зажимом (рис. 25.4, а).
Диск 2 расположен в корпусе патрона 1 и имеет на одной торцовой поверхности коническое зубчатое колесо, а на другой — спиральные реечные пазы, которые находятся в зацеплении с рейками 3. Прямые или обратные кулачки накладные 5закреп- лены в крестообразном пазу реек 3 винтами 4. При вращении
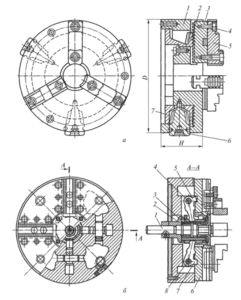
Рис. 25.4. Универсальные патроны: а — трехкулачковый самоцентрирующий; б — четырехкулачковый
ключом одного из конических зубчатых колес 6 колесо диска 2 поворачивается и перемещает рейки 3 с кулачками 5 к оси патрона при закреплении детали и от оси — при ее раскреплении. Крышка 7удерживает диск 2 в корпусе патрона от продольного смещения.
Четырехкулачковые патроны предназначены для закрепления тяжелых деталей и деталей сложной формы.
Четырехкулачковый самоцентрирующий клинорычажный механизированный патрон (рис. 25.4, б) закрепляют на шпинделе станка с помощью переходного фланца. От самоотвинчива- ния патрон предохраняет пружинный стопор 3, установленный во втулке 2, которая закреплена на тяге 1. Тяга 1, соединенная с тягой штока пневмопривода, служит для регулирования радиального перемещения кулачков. Кулачки 6 под действием рычагов 5и /перемещаются коси патрона. Рычаги 5и 7насажены на оси 4 и 8 и опираются на цилиндрические поверхности корпуса патрона. При перемещении поршня со штоком слева направо кулачки <5расходятся и деталь разжимается. К кулачкам винтами крепятся сменные губки.
Машинные тиски состоят из постоянных деталей — корпуса, салазок, механизма закрепления — и сменных губок для обработки заготовок, различных по форме и габаритным размерам. Их изготовляют с одной или двумя подвижными и плавающими губками. Зажимы в тисках бывают ручные, винтовые, эксцентриковые, пневматические, механизированные, гидравлические и пневмогидравлические.
Скальчатые кондукторы относятся к универсально-наладочным приспособлениям и широко используются при обработке заготовок на сверлильных станках. Они бывают консольные с пневматическим закреплением, портальные с пневматическим закреплением и портальные с конусным зажимом.
В конструкцию любого скальчатого кондуктора входят постоянные и сменные узлы (наладки). Постоянными узлами и деталями являются корпус, две или три скалки, несущие кондукторную плиту, и механизм для перемещения скалок и закрепления обрабатываемых заготовок.
Сменные наладки состоят из установочно-зажимных узлов и сменной кондукторной плиты с комплектом кондукторных втулок. Для базирования и фиксации сменных наладок в корпусе и кондукторной плите предусмотрены установочные поверхности (центрирующие отверстия, установочные пальцы, Т-образные пазы ит.п.).
Сменную наладку 5, на которую устанавливают обрабатываемую заготовку, закрепляют на основании 4 (рис. 25.5, а). В отверстия стоек 6 входят скалки 3, присоединенные к сменной кондукторной плите 2. При повороте рукоятки 1, на оси которой находится зубчатое колесо, сцепляющееся с зубчатой рейкой на скалке 3, кондукторная плита опускается и прижимает деталь.
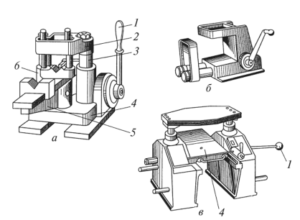
Рис. 25.5. Скальчатые кондукторы: а — горизонтальный; б — консольного типа; в — портальный
Скальчатые кондукторы консольного типа применяют для заготовок, закрепляемых в направлении, перпендикулярном сверлению (рис. 25.5, б).
Портальный скальчатый кондуктор (рис. 25.5, в) имеет две отдельные стойки, расстояние между которыми можно изменить выдвижным основанием 4, закрепляемым в нужном положении поворотом рукоятки 1.
Система универсально-сборных приспособлений базируется на создании набора деталей и узлов, из которых можно компоновать различные станочные приспособления. В такой набор входят плиты, опоры, кондукторные втулки и планки, прихваты, фиксаторы и др.
Основанием универсально-сборного приспособления для сверления двух отверстий (рис. 25.6) служит плита 1, на которой болтами 6 крепят две опоры 2 и устанавливают направляющие планки Здля кондукторных планок 4и 5, несущих кондукторные втулки 7. К боковой поверхности опор 2 болтами 8 и гайками 10 присоединяют планку 9, в центральное отверстие которой входит втулка 11. Наружную цилиндрическую поверхность втулки 11 используют для центрирования обрабатываемой заготовки, надеваемой на втулку посадочным отверстием. Втулку закрепляют в рабочем положении гайкой 14, а заготовку на втулке 11 — шайбой 12 и гайкой 13.
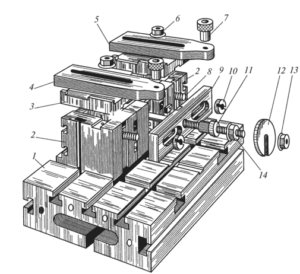
Рис. 25.6. Универсально-сборное приспособление
Специальные приспособления используют для механической обработки однотипных заготовок в крупносерийном и массовом производствах. Токарные приспособления в зависимости от способа установки обрабатываемой заготовки выполняют в виде оправки или патрона.
Оправки применяются при обработке наружных поверхностей бывают жесткие, самозажимающие, разжимные и пружинящие, а по форме установочной поверхности — цилиндрические, конические, резьбовые или шлицевые.
Специальные самоцентрирующие двух- и трехкулачковые патроны с механическим приводом (пневматическим, гидравлическим или от электродвигателя) широко распространены в крупносерийном и массовом производствах. По конструкции они несущественно отличаются от универсальных патронов.
Сверлильные приспособления для обработки отверстий на вертикальных одношпиндельных, радиально-сверлильных и многошпиндельных станках выполняют в виде кондукторов — накладных, стационарных, поворотных, ящичных и др.
Накладные кондукторы — наиболее простые по конструкции и дешевые; их надевают (накладывают) на обрабатываемую заготовку, а после обработки отверстий снимают.
Фрезерные приспособления обеспечивают правильное базирование и жесткое закрепление заготовки, что важно при фрезеровании, поскольку усилия резания обычно бывают весьма значительными и направленными не так, как при сверлении. Эти приспособления устанавливают на станках в строго определенном положении по отношению к режущему инструменту с помощью направляющих шпонок, установов (габаритов) и установочных шаблонов.
Мембранные патроны просты в изготовлении и обеспечивают высокую точность (0,004—0,005 мм) фиксации заготовки относительно оси вращения шпинделя. Мембрана 2 (рис. 25.7), изготовленная из пружинной стали 65Г как единое целое с рожками 7, с помощью винтов прикреплена к планшайбе 1 станка. В рожки ввернуты винты 4, которые фиксируются в нужном положении гайками 6. В осевом направлении положение заготовки 5 определяют упоры 3. Когда мембрана собрана, винты 4 и упоры 3 шлифуют на размер, меньший окончательного наружного диаметра обрабатываемой заготовки, для обеспечения ее закрепления. Для установки заготовки в патрон включают пневмопривод, шток (на рисунке не показан), упираясь в мембрану 2, вызывает поворот (разжим) рожков 7 на некоторый угол. Зажимные винты 4при этом перемещаются в радиальном направлении, диаметр, образованный их вершинами, увеличивается, обрабатываемая заготовка свободно проходит между ними.
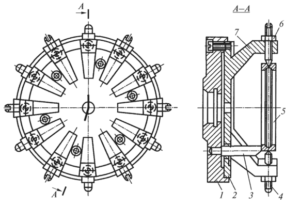
Рис. 25.7. Винтовой мембранный патрон

– Mary Kate McDevitt, Skillshare teacher with 50,000 students
I'm a Copywriter in a Digital Agency, I was searching for courses that'll help me broaden my skill set. Before signing up for Rob's.
![]()
Join our community of students around,the world helping you succeed.