Сварщик дуговой сварки самозащитной проволокой
Сварка самозащитной порошковой проволокой. Классификация сварочной проволоки
Для устранения недостатков, присущих сварке покрытыми электродами, в последние годы получила развитие механизированная сварка порошковой проволокой. Механизированная сварка порошковой проволокой позволяет выполнять стыковые, угловые, тавровые и нахлесточные соединения как с разделкой, так и без разделки кромок. Подготовка и сборка деталей под сварку производится так же, как и при сварке в защитных газах.
Общепринятое обозначение полуавтоматической сварки порошковой проволокой FCAW – Flux Core Arc Welding – дуговая сварка плавящейся порошковой проволокой.
При использовании в качестве плавящегося электрода самозащитной проволоки позволяет проводить сварку без применения защитного газа. Схема сварки самозащитной порошковой проволокой показана па рис.
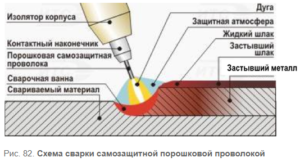
Порошковая проволока представляет собой металлическую оболочку, плотно наполненную порошкообразными легирующими элементами – шихтой [40]. Металлическая оболочка, к которой через поверхность подводится сварочный ток, удерживает порошковый сердечник и позволяет осуществлять непрерывный процесс плавления при малом вылете электрода и подаче непосредственно в зону сварки защитных материалов порошковой части электрода. Газообразующие и шлакообразующие материалы порошковой проволоки осуществляют газовую и шлаковую защиту металла зоны сварки за счет входящих в их состав компонентов.
В настоящее время изготавливается порошковая проволока в основном пяти типов. Оболочка порошковой проволоки 1 и 2 типов представляет собой простую трубку; в 3 и 4 типах один или два края стальной лепты заформовапы в оболочке, 5 тип выполнен в виде двух разделенных оболочек. Порошковая проволока изготавливается диаметром от 1,6 до 3,6 мм. Для нее используется лента из низкоуглеродистой стали марки 08кп холодного проката в состоянии «мягкая» или «особо мягкая».

Выбор марки и диаметра порошковой проволоки определяется маркой свариваемой стали, требованиями к металлу сварного шва и сварного соединения, толщиной металла и условиями выполнения сварки. При этом учитываются технологические особенности применения проволоки и возможные пределы изменения режимов сварки, производительность и экономическая целесообразность использования.
К режимам сварки порошковой проволокой относятся те же параметры, что и при сварке в углекислом газе. Диаметр порошковой проволоки и силу тока устанавливают в зависимости от толщины свариваемого металла, необходимого количества слоев шва и положения в пространстве. Скорость подачи проволоки зависит от силы тока, напряжения дуги, диаметра и марки порошковой проволоки. Вылет электрода находится в прямой зависимости от диаметра применяемой проволоки.
Технология механизированной сварки порошковой проволокой аналогична технологии механизированной сварки в углекислом газе сплошной электродной проволокой. Однако сварка порошковой проволокой различных марок требует определенного навыка. Сварка производится короткой дугой, так как при увеличении длины усиливается разбрызгивание жидкого металла, ухудшается его защита от воздуха, возрастает выгорание элементов, содержащихся в проволоке, что приводит к образованию пор в наплавленном металле. При слишком короткой дуге значительно падает напряжение, что ухудшает стабильность горения дуги и может привести к плохому формированию шва, а также появлению в нем шлаковых включений.
Особое внимание следует обращать на рекомендуемый вылет электрода. При уменьшении его мундштук горелки сильно забрызгивается, возможны приварка к нему проволоки и образование дефектов в шве. При увеличении вылета проволоки она перегревается, что приводит к преждевременному выгоранию ее газообразующих составляющих и образованию пористости шва. Колебательные движения электрода зависят от толщины свариваемого металла. Сварку, как правило, выполняют вертикальным электродом, однако допускается наклон его вперед или назад до 15-20°. При наложении угловых швов электрод располагают под углом 30-40° к вертикали. Сварка в вертикальном положении обычно производится снизу вверх, а при толщине металла менее 4 мм – сверху вниз, что предотвращает возможные прожоги. При выполнении многослойных швов перед наложением каждого последующего слоя тщательно удаляется шлак с предыдущего.
Для улучшения защиты ванны и упрощения состава наполнителя проволоки получил применение комбинированный процесс сварки порошковой проволокой с дополнительной защитой ванны углекислым газом.
Механизированная сварка открытой дугой самозащитной проволокой
Сварка самозащитной проволокой сплошного сечения без дополнительной защиты разработана для применения в монтажных, а также заводских условиях в тех случаях, когда неприемлема сварка в углекислом газе. Особенность этого способа заключается в том, что металл расплавляется теплом дуги, горящей между голой электродной проволокой и изделием с последующей его кристаллизацией и образованием шва. При этом внутренняя защита, как у порошковых проволок, и дополнительная защита флюсом или газом отсутствуют. При такой технологии сварки швы имеют высокие механические свойства, если в составе электродной проволоки сеть в достаточном количестве элементы – раскислители и др., связывающие кислород и азот в стойкие химические соединения, нс снижающие пластичности металла шва.
Механизированная сварка такой проволокой вполне заменяет ручную сварку покрытыми электродами на открытых площадках при монтажных работах.
При сварке открытой дугой обычной проволокой происходит выгорание легирующих элементов и насыщение металла шва газами (кислородом, азотом и водородом). При сварке самозащитной проволокой потери элементов компенсируются за счет повышенного содержания в электродной проволоке элементов, обладающих большим сродством с кислородом, чем выгораемые. К таким элементам относятся: алюминий, титан, церий, цирконий, лантан и др.
Они связывают кислород и азот в стойкие включения, мало влияющие на пластичность и вязкость металла.
Для механизированной сварки открытой дугой применяют специальные легированные проволоки (ГОСТ 2246-70). Так, самозащитная сварочная проволока Св-20ГСТЮА с добавкой церия позволяет сваривать углеродистую сталь толщиной от 2 мм и более в нижнем, вертикальном и горизонтальном положениях. Проволока Св-16ГСТЮЦА с добавкой церия и циркония служит для сварки углеродистых и марганцовистых сталей во всех пространственных положениях. Самозащитной проволокой можно сваривать металл, покрытый окалиной, небольшим налетом ржавчины и т.д. Металл шва, наплавленный этими проволоками, по механическим свойствам равноценен металлу шва, получаемому при сварке покрытыми электродами типа Э46 или Э50.
При сварке открытой дугой самозащитной проволокой изделие меньше деформируется, чем при других способах сварки, что особенно важно при изготовлении тонколистовых конструкций. Сварку можно производить как при положительных, так и при отрицательных температурах. Производительность процесса примерно такая же, как и при сварке в углекислом газе, однако формирование швов более грубое. Подготовка кромок и сборка деталей под сварку производятся так же, как и при сварке в углекислом газе. Сварку выполняют постоянным током как на прямой, так и на обратной полярности.
Сварочная проволока из стали
При сварке сталей в основном используют холоднотянутую стальную сварочную проволоку по ГОСТ 2246—70, который предусматривает изготовление проволоки 75 марок. В зависимости от уровня легирования сварочная проволока по ГОСТ 2246—70 подразделяется на низкоуглеродистую, легированную и высоколегированную.
Низкоуглеродистую проволоку изготовляют 6 марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-ЮГА и Св-10Г2. Легированную проволоку изготовляют 30 марок: Св-08ГС, Св-12ГС, Св-08Г2С, Св-ЮГН, Св-08ГСМТ, Св-15ГСТЮЦА (ЭП-439), Св-20ГСТЮА, Св-18ХГС, Св-ЮНМА, Св-08МХ, Св-08ХМ, Св-18ХМА, Св-08ХНМ, Св-08ХМФА, Св-ЮХМФТ, Св-08ХГ2С, Св-08ХГСМА, Св-10ХГ2СМА, Св-08ХГСМФА, Св- 04Х2МА, Св-13Х2МФТ, Св-08ХЗГ2СМ, Св-08ХМНФБА, Св-08ХН2М, Св-10ХН2ГМТ (ЭИ-984), Св-08ХН2ГМТА (ЭП-111), Св-08ХН2ГМЮ, Св-08ХН2Г2СМЮ, Св-ОбНЗ и Св-10Х5М.
Высоколегированную проволоку изготовляют 39 марок: Св-12Х11НМФ, Св-ЮХПНВМФ, Св-12Х13, Св-20Х13, Св-06Х14, Св-08Х14ГНТ, Св-10Х17Т, Св-13Х25Т, Св-01Х19НЭ, Св-04Х19Н9, Св- 08Х16Н8М2 (ЭП-377), Св-08Х18Н8Г2Б (ЭП-307), Св-07Х18Н9ТЮ, Св-06Х19Н9Т, Св-04Х19Н9С2, Св-08Х19Н9Ф2С2, Св-05Х19Н9ФЗС2, Св-07Х19Н10Б, Св-08Х19Н10Г2Б (ЭИ-898), Св-06Х19Н10МЗТ, Св- 08Х19Н10МЗБ (ЭИ-902), Св-04Х19Н11МЗ, Св-05Х20Н9ФБС (ЭИ- 649), Св-06Х20Н 11МЗТБ (ЭП-89), Св-10Х20Н15, Св-07Х25Н12Г2Т (ЭП-75), Св-06Х25Н12ТЮ (ЭП-87), Св-07Х25Н13, Св-08Х25Н13БТЮ (ЭП-389), Св-13Х25Н18, Св-08Х20Н9Г7Т, Св-08Х21Н10Г6,
Св-30Х25Н16Г7, СВ-10Х16Н25АМ6, Св-09Х16Н25М6АФ (ЭИ-981А), Св-01Х23Н28МЗДЗТ (ЭП-516), Св-ЗОХ15Н35ВЗБЗТ, Св-08Н50 и Св-06Х15Н60М15 (ЭП-367).
В зависимости от назначения стальную сварочную проволоку подразделяют на проволоку для сварки (наплавки) и проволоку для изготовления электродов (условное обозначение Э). Подразделение проволоки по назначению обусловлено более жесткими предельными отклонениями по диаметру проволоки для изготовления электродов.
По виду поверхности низкоуглеродистую и легированную проволоку подразделяют на неомедненную и омедненную (О). Специальные требования к омеднению поверхности проволоки (включая суммарное содержание меди) устанавливаются техническими условиями.
По требованию потребителя проволока должна изготовляться из стали, выплавленной электрошлаковым (Ш) или вакуумно-дуговым (БД) переплавом или в вакуумно-индукционных печах (ВИ). При этом дополнительные требования к металлу проволоки (ужесточение норм по содержанию вредных и посторонних примесей, введение ограничений по содержанию газов, неметаллических включений и т.п.) устанавливаются соглашением сторон.
В условном обозначении сварочной проволоки указывают диаметр и марку проволоки, приведенные выше индексы, характеризующие способ выплавки стали, назначение и вид поверхности проволоки, а также обозначение стандарта.
В низкоуглеродистой и легированной проволоке содержание мышьяка должно быть не более 0,08%. С согласия потребителя в проволоке марок Св-08 и Св-08А допускается остаточное содержание алюминия до 0,05%. В низкоуглеродистой проволоке марок Св-08ГА, Св-ЮГА и Св-10Г2 и легированной проволоке (не легированной алюминием) остаточное содержание алюминия не должно превышать 0,05%.
В проволоке, не легированной молибденом, остаточное содержание молибдена не должно превышать 0,15% в легированной проволоке и 0,25% в высоколегированной проволоке.
В проволоке, не легированной титаном, остаточное содержание титана не должно превышать 0,04% в легированной проволоке и 0,2% в высоколегированной проволоке. По требованию потребителя в проволоке марок Св-04Х19Н11МЗ и Св-08Х21Н10Г6 остаточное содержание титана не должно превышать 0,1%.
В легированной проволоке, не легированной ванадием, остаточное содержание ванадия не должно превышать 0,05%, за исключением проволоки марок Св-08ХЗГ2СМ и Св-10Х5М, в которых остаточное содержание ванадия допускается до 0,08%.
В проволоке, не легированной медью, остаточное содержание меди не должно превышать 0,25%. По требованию потребителя остаточное содержание меди должно быть не более 0,2%.
Проволоку с неомедненной поверхностью поставляют свернутой в мотки. Размеры и масса мотков должны соответствовать данным табл. 2.9.

Проволоку с омедненной поверхностью поставляют в мотках прямоугольного сечения. Для проволок диаметром 1,6—3,0 мм требуемые размеры мотков оговаривают в заказе.
Проволока в мотках (катушках, кассетах) должна состоять из одного отрезка, свернутого неперепутанными рядами и плотно увязанного таким образом, чтобы исключить возможность распушивания или разматывания мотка. Концы проволоки должны быть легко находимы. Допускается контактная стыковая сварка отдельных кусков проволоки одной плавки, при этом поверхность проволоки в зоне сварного соединения должна соответствовать требованиям ГОСТ 2246—70.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений. На поверхности проволоки допускаются риски (в том числе затянутые), царапины, местная рябизна и отдельные вмятины. Глубина указанных пороков не должна превышать предельного отклонения по диаметру проволоки.
По требованию потребителя проволока поставляется с улучшенной поверхностью. В этом случае на поверхности проволоки допускаются мелкие волочильные риски, царапины, следы шлифования, местная рябизна и отдельные вмятины при глубине каждого из указанных пороков не более 1 /4 предельного отклонения по диаметру.
На поверхности низкоуглеродистой и легированной проволоки не допускается наличие технологических смазок, за исключением следов мыльной смазки без графита и серы.
С согласия потребителя проволоку марок Св-18ХГС и Св-18ХМА для предохранения от коррозии разрешается покрывать сплошным слоем нейтральной смазки, хорошо растворимой в бензине.
Высоколегированная проволока должна поставляться в травленом и отбеленном состоянии или после термической обработки в инертной атмосфере со светлой, светло-матовой или серой поверхностью, без всяких следов смазки.
Проволока должна быть принята техническим контролем предприятия-изготовителя. Изготовитель должен гарантировать соответствие поставляемой проволоки требованиям ГОСТ 2246—70.
Сварочная проволока из алюминия и алюминиевых сплавов
При сварке плавлением алюминия и его сплавов в основном используют тянутую и прессованную сварочную проволоку из алюминия и алюминиевых сплавов по ГОСТ 7871—75, который предусматривает изготовление проволоки 14 марок.
Овальность проволоки не должна превышать предельных отклонений по диаметру. Поверхность проволоки диаметром 4 мм и менее подвергают химической обработке. После обработки проволока должна иметь блестящую поверхность с параметрами шероховатости Ra < 2,5 мкм по ГОСТ 2789—73.
Внешний ряд намотанной проволоки должен быть на расстоянии 5—7 мм от наружного края щек катушек диаметром 100 мм и на расстоянии 10—12 мм от наружного края щек катушек диаметром 200, 300 и 430 мм.
Проволоку из сплавов марок СвА97, СвА85Т, СвА5 и Св.АМц наматывают на катушки в нагартованном состоянии с временным сопротивлением разрыву не менее 100 МПа, а проволоку из сплавов марок Св.АМгЗ, СвАМг5, Св1557, СвАМгб, СвАМгбЗ, СвАМг61, СвАК5, СвАК5 и Св 1201 по заказу потребителя наматывают в отожженном или нагартованном состоянии.
Проволока на катушках должна состоять из одного отрезка. Допускается стыковая сварка проволоки одной плавки, при этом проволока в местах сварки должна удовлетворять требованиям стандарта. Проволоку диаметром свыше 4 мм поставляют в мотках или пучках длиной не менее 1 м без химической обработки поверхности. Внутренний диаметр мотка должен быть не более 750 мм.
Проволока в мотках должна иметь чистую поверхность, без плен, трещин, закатов, вмятин, заусенцев, расслоений и резких перегибов. Не допускаются местные дефекты поверхности проволоки, глубина которых (при их удалении) превышает предельные отклонения по диаметру. На поверхности проволоки допускаются белые и темные пятна без шероховатостей, а также цвета побежалости.
Проволока поставляется партиями. Каждая партия должна состоять из проволоки одного диаметра, сплава одной марки, одной плавки и одного состояния. Масса партии не ограничивается.
Катушки с проволокой помещают в полиэтиленовый мешок вместе с контрольным пакетом порошка обезвоженного силикагеля-индикатора и герметизируют при относительной влажности окружающего воздуха менее 20% в течение 30 минут после химической обработки. Герметичность упаковки оценивают визуально по цвету силикагеля-индикатора. Герметичность следует считать нарушенной, если порошок силикагеля-индикатора имеет розовый цвет.
Герметизированные полиэтиленовые мешки с катушками упаковывают в картонные, пластмассовые или деревянные ящики.
Сварочная проволока из других алюминиевых сплавов изготовляется по техническим условиям, разработанным, согласованным и утвержденным в установленном порядке.
Сварочная проволока из меди и сплавов на ее основе. При сварке, наплавке и пайке меди и ее сплавов используют сварочные проволоку и прутки из меди и сплавов на медной основе по ГОСТ 16130—72.
Сварочную проволоку по указанному стандарту изготовляют из меди и ее сплавов 17 марок: Ml, MCpl, МНЖ5-1, МНЖКТ5-1-0,2-0,2, БрКМцЗ-1, БрОЦ4-3, БрАМцЭ-2, БрОФ6,5-ОД5, БрАЖМцЮ-3-1,5, БрХ0,7, БрХНТ, БрНЦр, БрНЦрТ, Л63, ЛО60-1, ЛК62-0Д ЛКБ062- 0,2-0,04-0,5.
Химический состав проволоки и прутков из меди марок Ml, М1р и МЗр, бронз марок БрКМцЗ-1, БрАМцЭ-2, БрАЖМцЮ-3-1,5, БрОЦ4- 3 и БрОФ6,5-0,15, латуней марок Л63, ЛМц58-2, ЛО60-1 и ЛЖМц59- 1-1, а также из сплава марки МНЖ5-1 должен удовлетворять требованиям ГОСТ 859-66, ГОСТ 493-54, ГОСТ 18175-72, ГОСТ 5017-74, ГОСТ 15527—70 и ГОСТ 17217—71 соответственно.
Поверхность проволоки должна быть чистой и гладкой, без трещин и расслоений. На поверхности проволоки и прутков не допускаются дефекты (плены, закаты, раковины, царапины, уколы, вмятины и др.), глубина которых (при их удалении) превышает половину предельных отклонений по диаметру. Покраснение поверхности после травления и цвета побежалости браковочным признаком не являются.
Проволока должна поставляться мягкой (М), полутвердой (Пт) и твердой (Т).
Примеры условных обозначений. Проволока диаметром 2 мм, марки ЛК62-0,5, мягкая: Проволока ЛК62-10.5-М-2 ГОСТ 16130-72.
Проволока и прутки поставляются партиями. Каждая партия должна состоять из проволоки или прутков одной марки, одного диаметра и одного состояния поставки. Масса партии не должна превышать 1000 кг.
ГОСТ 16130—72 содержит рекомендательное приложение, в котором указано назначение проволоки и прутков из меди и сплавов на медной основе. Сварочная проволока из меди и ее сплавов других марок изготовляется по техническим условиям, разработанным, согласованным и утвержденным в установленном порядке.
При сварке никеля и его сплавов используют проволоку диаметром 3-5 мм Н-1 (ГОСТ 2179-59) и НП-1, НП-2 (ГОСТ 492-73). В качестве присадочного металла применяют также проволоку из сплава НМц-2,5 и нихрома (Х20Н80) по ГОСТ 492—73. Для сварки никеля разработаны специальные комплексно-легированные проволоки, содержащие титан, алюминий, марганец, кремний марок НМцАТЗ-1,5-0,6 и НМцТК1-1,5-2,5-0,15 (ТУ 48-21-284—73). Присадочные прутки для сварки свинца и цинка обычно имеют тот же состав, что и основной металл.
Для сварки серебра применяют серебряную проволоку, раскисленную алюминием (0,5—1% А1) или содержащую РЗМ. При сварке других благородных металлов состав присадочной проволоки не отличается от состава основного металла.
Титановая сварочная проволока выпускается диаметром 1—7 мм. Проволока поставляется с чистой и осветленной металлической поверхностью, в травленом и дегазированном состоянии (содержание водорода — не более 0,003%). Проволока ВТ1-00 применяется для сварки технического титана, а также наряду с проволокой ВТ2св — для низколегированных а и псевдо а-сплавов, проволоки СПТ-2 и СП-15 — для высокопрочных (а + Р)-сплавов.