Оператор станков с программным управлением (2 разряд)
Особенности использования CAM-систем при разработке УП
Современные САМ – системы (computer-aided manufacturing – автоматизированное производство) позволяют осуществить автоматическую разработку УП для конкретного станка на основе геометрической модели, представленной в виде чертежа (токарная обработка) или трехмерной твердотельной или каркасной модели (все виды обработки). Несмотря на то, что возможности и «внешний вид» САМ– систем отличаются друг от друга, все же есть общее, что их объединяет – это методология их использования. Сначала программист должен ввести общую информацию. Затем нужно описать параметры заготовки, а также рабочего места (приспособление для крепежа, инструмент).
Наконец, необходимо определить последовательность обработки. В общем случае последовательность действий при разработке УП с помощью САМ – системы можно представить в виде следующих шагов:
Шаг 1: общая информация. На этом шаге от программиста потребуется ввод информации о наименовании детали, ее шифра, даты генерации и имени управляющей программы. Нередко на этом шаге задаются габариты детали и размер экрана дисплея для того, чтобы настроить автоматическое масштабирование. Как правило, на этом этапе вводится информация о материале и форме заготовки.
Шаг 2: определение геометрии. Используя ряд методов определения разобщенной геометрии, программист постепенно описывает форму обрабатываемой детали. В САМ-системах с графическим вводом программист к тому же увидит на экране каждый элемент геометрии. Он имеет возможность выбора наиболее подходящего способа для построения разобщенной геометрии, служащей задаче описания формы обрабатываемой детали.
Шаг 3: формирование строки обхода.
Большинство САМ-систем допускают импортирование геометрии детали, спроектированной в CAD-системе. Это особенно полезно в случае деталей сложной формы, в этом случае технологу не нужно тратить усилия на повторное описание сложной геометрии. Однако имеются четыре немаловажных замечания, которые «портят» идеалистическую картину «сквозного проектированияизготовления». Во-первых, все элементы чертежа, созданного в САD-системе, должны быть выполнены строго в одном масштабе. Известна практика подгонки отдельных размеров конструктором только для того, что бы сделать качественную прорисовку чертежа или просто ускорить черчение. Например, выбран масштаб 1:10. Конструкторы знают, что в этом случае мелкие детали чертежа будут не видны на прорисовке. Значит, надо изобразить мелкий элемент размером 1 мм как 10 мм. А размерную линию подписать как 1. В результате у технолога возникнет масса неприятностей и на поиск и коррекцию ошибочного элемента уйдет немало времени.
Во-вторых, из чертежа детали, сделанного конструктором, технологу нужно совсем немного информации. Если в САМ-систему импортируется полный чертеж, то технолог потратит немало времени на то, чтобы удалить лишние элементы геометрии, размеры, штриховки и пр. В третьих, важно уже в процессе проектирования соблюсти соглашение о местонахождении нулевой точки чертежа. Начало координат чертежа желательно расположить в нижнем левом углу чертежа (за исключением токарной обработки). В этом случае процесс импортирования чертежа в CAM-систему пройдет без проблем. В противном случае, технологу опять потребуется время для устранения проблем. В четвертых, в большинстве САМ-систем предполагается, что геометрия детали будет описана в некотором формате, наиболее подходящем для программирования обработки. Яркий пример – токарная обработка, когда технологу приходиться повторно рассчитывать весь контур детали вручную, т. к. конструктор не учел в чертеже размерные цепи детали. Именно поэтому многие пользователи САМ-систем часто приходят к выводу, что проще заново переопределить чертеж в САМсистеме (для простых обрабатываемых деталей), чем импортировать рисунки из CAD-систем. Поскольку обрабатываемые детали становятся все более сложными и весьма трудно переопределить элементы чертежа, способность импортировать геометрию из CAD– системы в CAM-систему становится очень важной проблемой. Шаг 4: определите процедуры обработки. Программист задает в САМ-системе способ обработки детали. САМ-системы предоставляют для этого немалое количество готовых решений. Многие САМ-системы включают интерактивные меню для задания параметров конкретного вида обработки. Программисту остается только ввести параметры, а САМ-система сама рассчитает траекторию обработки. На этом шаге САМ-система визуализирует траекторию инструмента, предоставляя программисту возможность визуального анализа того, что может произойти на станке. Эта способность визуализировать УП прежде, чем она реально исполниться на станке, является одним из преимуществ САМ-систем.
В завершении, программист может ввести команду для генерации управляющей программы в виде G-кодов. Шаг 5: сохранение УП. Независимо от того, каким образом была создана программа, заводские технологи всегда обеспокоены вопросами сохранения архивов УП и процедурами поиска в них. Даже в том случае, когда станок с ЧПУ выполняет одну и ту же программу, необходимо предварительно скопировать УП на случай возникновения сбоя при чтении в стойке станка. Конечно, как только программа будет проверена на станке, пользователь захочет сохранить программу в ее эталонном виде для использования в недалеком будущем. Это может быть сделано несколькими способами. Запоминающие устройства для хранения УП и организации поиска, включают устройства записи/чтения на магнитной ленте, устройство ввода/вывода на перфоленту, переносимые гибкие магнитные дискеты, устройства оперативной памяти, портативный компьютер и настольные компьютеры. Многие современные системы с ЧПУ типа CNC укомплектованы RS-232-C портом. Все современные персональные компьютеры также оборудованы RS-232-C портом. Подключая кабелем перечисленные выше два порта, пользователь может управлять процессом передачи данных от компьютера в ОЗУ системы с ЧПУ. Безусловно, для этого требуется специализированная программа, которая может как загружать, так и выгружать УП из стойки ЧПУ. Большинство современных САМ-систем включают в свой состав программы для загрузки УП. Более того, имеются решения по прямому управлению станков c ЧПУ от компьютеров.
Структура САМ-системы
Любая САМ-система включает в свой состав три основных модуля:
- Препроцессор – обеспечивает формирование геометрической информации об обрабатываемой детали. Такая информация может быть задана двумя основными способами: ручное задание с помощью графических средств САМ-системы и передача геометрической информации из САD-системы;
- Процессор – обеспечивает автоматически или при взаимодействии с технологом-программистом разработку последовательности обработки, выбор режущего инструмента, расчет режимов резания, разработку траектории перемещений инструмента и расчет координат опорных точек. Результатом является формирование УП на промежуточном языке называемом CLDATA;
- Постпроцессор – обеспечивает перевод программы из промежуточного языка CLDATA на язык, понятный конкретному станку с ЧПУ с учетом всех его особенностей, в том числе и технических характеристик (учет диапазона подач, диапазонов скоростей, допустимого количества инструмента и особенностей его смены). Постпроцессор является одним из существенных элементов системы, определяющим ее успешное использование в производстве.
Разработка информационно-технического комплекса создания постпроцессоров для современного технологического оборудования с ЧПУ
Анализ функций и современных методов создания постпроцессоров для технологического оборудования с ЧПУ
Сегодня значительная доля всех управляющих программ для оборудования с ЧПУ написана с использованием CAM-систем. Это является очень эффективным средством разработки УП для современных станков. Использование CAM – систем позволяет в разы уменьшить время написания управляющих программ, как для сложных деталей, так и для относительно простых. Помимо скорости написания увеличивается и точность обработки. Также внедрение CAM – систем позволило применить современные способы обработки, такие как высокоскоростное фрезерование и т.д. Написание управляющей программы в CAM-модуле не является трудоемкой задачей, сложности возникают при адаптиции полученной программы для конкретной стойки ЧПУ. Основные проблемы возникают при постпроцессировании созданной управляющей программы. Постпроцессор является транслятором, преобразующим CLфайл CAD/CAM-системы в формат, особенный для каждой отдельно взятой системы с ЧПУ.
Он преобразует данные о положении режущего инструмента, рассчитанные в CAM-системе (формат APT/CL), в коды конкретного станка (G/M-коды), с учетом особенностей его кинематики. Для многих предприятий характерно представление о постпроцессоре, как о чем-то неизменном и чуть ли не являющимся частью самого станка. Более того, зачастую постпроцессор пишется для этого предприятия некой специализированной фирмой, делая практически невозможным коррекции в его функционировании. В результате, персонал предприятия рано или поздно обнаруживает ошибки в работе постпроцессора или понимает, что постпроцессор не позволяет использовать более прогрессивные методы механической обработки. Сейчас нет CAM-системы, которая не содержала бы в себе набор обобщенных постпроцессоров (Catia, Mastercam) или редактор постпроцессоров (Pro/Engineer, Delcam-PowerMill). И если парк станков состоит из Sinumerik, Haidenhain или других распространенных на сегодняшний день систем ЧПУ, то проблем с постпроцессором не возникнет. Но могут возникнуть значительные проблемы с такими системами ЧПУ как 2С42-65, 2С42, 2Р22, 2У22 и т.д.
Но на многих заводах нашей страны сохранились станки с такими системами ЧПУ, некоторые уникальны в своем роде и используются для обработки простых деталей, обработка которых занимает не так много времени, в то время когда новое оборудование загружено более сложными деталями, требующими высокой точности. Кроме того, некоторое современное оборудование обладает такой конфигурацией, что имеющийся постпроцессор для данной стойки из-за особенностей оборудования не дает на выходе правильного кода. Обычно в данной ситуации подбирают подходящий постпроцессор из списка, а потом редактируют полученную управляющую программу. В итоге на это тратиться много времени, и, может оказаться, что после проверки придется переделывать часть программы. Также можно постоянно проверять CLDATA при написании УП, следить за тем, чтобы используемые функции поддерживались постпроцессором и вручную вставлять необходимые строки. В действительности есть только один правильный выход – создать собственный постпроцессор.
Производители CAM-систем поставляют как открытые, так и закрытые постпроцессоры. Закрытые постпроцессоры не разрешается адаптировать никому, кроме авторизованных компаний. Архитектура открытых постпроцессоров является, соответственно, открытой, что дает возможность любому клиенту вносить модификации с целью настройки режимов работы постпроцессора. Преимущество подхода, основанного на поставке зарытых постпроцессоров, состоит в простоте и надежности. Пользователи получают то, за что они заплатили, и CAM-система обеспечивает все их потребности в отношении постпроцессирования. Открытость архитектуры дает пользователям больше вариантов настройки постпроцессора. В настоящее время образовалось сообщество специалистов, обладающих умением адаптировать постпроцессоры, и члены этого сообщества обмениваются знаниями друг с другом. В открытых постпроцессорах обеспечивается свой собственный уровень безопасности. Поскольку даже глубокая их модификация может проводиться за пределами ядра CAM-системы, снижается вероятность того, что код принадлежащей пользователю CAM-системы, будет искажен.
На сегодняшний день распространено 3 способа создания постпроцессоров:
- Индивидуальный способ – это самый старый способ написания постпроцессоров, когда с помощью специальных языков программирования (чаще всего это С++) пишется постпроцессор для определенного станка. Этот процесс очень дорогой, долгий и не гибкий, поэтому мало приемлем.
- Обобщенный способ – данный метод заключается в обобщении однотипных стоек ЧПУ, позволяя вносить в постпроцессор небольшие поправки, данный метод также не может охватить уникальное оборудование.
- Метод генератора – заключается в создании алгоритмов обработки записей, полученных из CAM-модуля. Из набора этих алгоритмов затем получается постпроцессор.
На данный момент для упрощения создания постпроцессоров в состав развитых технологических систем включаются специальные модули — генераторы постпроцессоров. Обобщенно способы разработки постпроцессора методом генератора можно разделить на табличные и языковые.
Табличный способ наиболее простой в применении для неподготовленных пользователей. При разработке конкретного постпроцессора достаточным является заполнение типовых таблиц по инструкциям к станку и его системе управления. При существенной простоте использования, возможности получения эффективных постпроцессоров с табличными генераторами значительно ограничены. Гораздо большую гибкость предоставляет языковой способ генерации постпроцессоров. В этом случае, постпроцессор составляется на упрощенном языке программирования с использованием определенного набора специальных технологических операторов. Наиболее актуальным, рациональным и действенным методом является использование смешанной схемы создания постпроцессора. При данном подходе основные функции постпроцессора создаются заполнением типовых таблиц, а специфические составляются с помощью языкового генератора.
При разработке постпроцессора данным методом, технолог или программист должен знать и иметь:
– руководство по эксплуатации станка;
– перемещение осей, референтную позицию станка;
– пределы подачи по осям;
– ограничения и диапазоны шпинделя;
– контроллер станка или руководство программиста;
– G и M коды станка;
– регистр адреса, его формат и пределы;
– требования кругового движения;
– макроязык для разработки постпроцессоров.
На рис. 9.2 представлена схема функционирования постпроцессора, разрабатываемого по смешанной схеме.
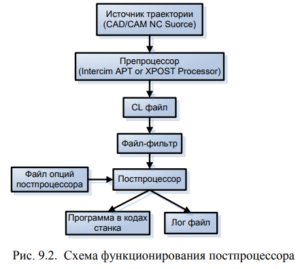
В CAM-системе формируется траектория движения инструмента, которая передается препроцессору, формирующему на ее основе CL-файл. Этот файл обрабатывается фильтром. Фильтр служит для корректировки CL-данных и приведению их к виду, корректно обрабатываемому постпроцессором. Кроме того, фильтр содержит в себе специфические команды постпроцессора, которые невозможно задать табличным способом. Фильтр представляет собой файл, написанный на макроязыке. Измененный фильтром CL-файл передается постпроцессору. Кроме того, к постпроцессору подключается файл опций, конфигурирующий постпроцессор на конкретный станок, но не затрагивающий изменений, сделанных файлом фильтром. После постпроцессирования получается программа в кодах конкретного станка и создается лог файл с описанием ошибок и предупреждений, возникших при генерации программы. Современный постпроцессор обладает возможностями корректировать информацию таким образом, чтобы она лучше соответствовала технологическому процессу и процедурам обработки данных, принятым на конкретном предприятии. При программировании постпроцессора можно предусмотреть также и вывод дополнительной информации– такой, как аварийные сигналы или сигналы для оборудования, выполняющего вторичные операции.
Индивидуальный постпроцессор
Ранее, как правило, для каждого комплекса «станок-система с ЧПУ» специально обученный программист разрабатывал индивидуальный постпроцессор [31]. Далее происходил длительный процесс доводки постпроцессора путем активных консультаций с технологом-расчетчиком управляющих программ, а также опытными прогонами управляющих программ (рассчитанных при помощи постпроцессора) на станке с ЧПУ. Наконец, постпроцессор «сдавался» в опытную эксплуатацию заказчику. Затем наступал процесс исправления ошибок и неучтенных при разработке особенностей программирования стойки и технологии изготовления деталей, принятых на данном предприятии. В итоге рождался постпроцессор, индивидуальный для данного станка, стойки ЧПУ и нередко – технологии обработки. Стоимость разработки индивидуального постпроцессора была высока – от 500 до 1500 $. Исправить ошибки и сделать нововведения в постпроцессоре мог только программист, разработавший данный постпроцессор. Через индивидуальное постпроцессирование, как исторически первый и естественный способ разработки постпроцессоров, прошли все фирмы как отечественные, так и зарубежные, примерно в 1960–1970 гг. прошлого столетия. В 80-х гг. прошлого века наблюдался всемирный бум автоматизации машиностроения, проектировались новые станки с непременно новой системой ЧПУ, одновременно возник небывалый спрос на САПР для таких станков со стороны заводов и компаний. В этих условиях программисты, разработчики-постпроцессоров, просто не успевали писать и отлаживать новые постпроцессоры. Эти объективные причины подтолкнули разработчиков постпроцессоров к идее автоматизации собственного труда, т. е. средств автоматизации разработки постпроцессоров.
Обобщенный постпроцессор
Для начала программисты стали обобщать информацию об использовании одной и той же системы ЧПУ вместе со станками различных производителей, но одного принципа обработки (например, токарная обработка). Выяснилось, что управляющие программы для таких станков, «вооруженных» однотипной системой ЧПУ, различались, в лучшем случае, незначительными вариациями в оформлении структуры кадра, разрядностью, оформлением начала и конца программы. Поэтому вскоре родилась идея обобщить алгоритмы разработки постпроцессоров на однотипное оборудование разных фирм, но имеющее одну и ту же систему ЧПУ. Идея использования обобщенных постпроцессоров была поистине революционной. Ведь разработка постпроцессора для новой модификации станка с ЧПУ, для которого уже имелся обобщенный постпроцессор, требовала от программиста всего лишь небольшой модификации узкого набора программ для учета особенностей нового оборудования. Это сокращало сроки, стоимость и трудоемкость разработки нового постпроцессора; способствовало снижению издержек фирмразработчиков постпроцессоров и их заказчиков, оказывало сильное воздействие на конкурентную борьбу между производителями CAMсистем в мире. Выигрывал тот, кто дешевле и быстрее обеспечивал клиента готовым постпроцессором. Кроме того, некоторые фирмы продавали именно «обобщенные постпроцессоры» на 5–10 станков с одной системой ЧПУ по цене одного индивидуального, что было выгодно их клиентам и чрезвычайно невыгодно фирмамконкурентам, еще не освоившим эту технологию. Как ни парадоксально, но небольшое число современных CAMсистем до сих пор используют в своем составе обобщенные постпроцессоры. Однако постепенно устаревающая технология неожиданно получила оживляющий импульс – в таких системах теперь используются автоматические корректоры кадров управляющих программ. Суть «ноу-хау» – дать возможность разработчику или пользователю описать на специальном макроязыке изменения, которые затем автоматически и последовательно выполняются постпроцессором над каждым кадром во время формирования УП.
Таким образом, можно, например, вставить в кадр новый адрес и значение (например, некую функцию G99), удалить неверный или ошибочно сформированный адрес и значение (например, N0100) или заменить адрес со значением (например, F9000 на G00). Безусловно, макроязык, на котором программируются такие операции, более сложен и зависит от фантазии разработчика. Например, в ряде языков есть и более крупные модификаторы типа «удалить весь кадр» или «вставить новый кадр». Автоматические корректоры позволяют «законсервировать» обобщенный постпроцессор. А огрехи его настройки на язык нового комплекса «станок–система ЧПУ» попытаться исправить при помощи составления макропроцедур. Этот метод, впервые примененный в системе PEPS, дал свои плоды – макроязык коррекции кадров УП применяется теперь весьма широко и не только в обобщенных постпроцессорах. А недостатки такого метода постпроцессирования видны. Используя макроязык, можно менять неверные адреса перемещений, структуру кадра. Можно, наконец, вставить даже последовательность техкоманд. Но поскольку макропроцедура может менять только один (текущий) или два (текущий и последующий) кадра, сформированные постпроцессором, то более сложные режимы выдачи техкоманд в виде цепочек символов, выдаваемых в совокупность кадров (да еще с предыдущим и последующим перемещениями), реализовать на макроязыке можно, но весьма не просто. Можно констатировать, что автоматические корректоры УП в обобщенных постпроцессорах позволяют поочередно исправить кадры сформированной программы, а в ряде реализаций – не допускают изменений значений адресов, если это касается перемещений по линейным и круговым элементам траектории. Таким образом, обобщенное постпроцессирование с макроязыком автоматической коррекции, безусловно, имеет право на жизнь, хотя и не лишено ограничений и недостатков при очевидной простоте реализации. Поскольку технология подразумевает овладевание макроязыком и диаграммой работы постпроцессора, то весьма трудно предположить ее полную прозрачность для рядового технолога. А следовательно, по-прежнему этот метод правильнее позиционировать как инструмент разработчика, а не пользователя (хотя это и рекламируется в ряде CAM-систем).
Универсальные постпроцессоры
Почти одновременно с появлением методологии обобщенного постпроцессирования программисты-разработчики постпроцессоров пришли к осознанию совершенно другой идеи. Два совершенно разных постпроцессора (индивидуальные или обобщенные) последовательно читают записи из файла траектории движения инструмента и техкоманд (далее CLDATA-файл) и выполняют преобразование этих записей в один или несколько кадров управляющей программы по правилам, отличным для разных станков и систем ЧПУ. Следовательно, решили программисты, если сопоставить каждой записи CLDATA-файла алгоритм ее превращения в кадр управляющей программы и сохранить эти правила отдельно для каждого станка с ЧПУ в виде файла, тогда можно будет создать один универсальный постпроцессор как машину, транслирующую каждую запись CLDATA-файла в кадр(ы) управляющей программы по правилам, которые можно подгружать из внешних файлов. Такой метод получил название «универсальный постпроцессор». Программист описывал алгоритмы обработки каждой записи CLDATA-файла применительно к методике ручного программирования конкретного комплекса «станок-система ЧПУ» и сохранял эти правила (алгоритмы) в виде текстовых файлов– постпроцессоров. А технолог лишь выбирал – при помощи какого файла-описателя алгоритмов, преобразовать свой CLDATA–файл в файл управляющей программы. Эта идея, заимствованная из методов построения трансляторов с настраиваемой лексикой и семантикой, получила развитие на рубеже 90-х гг. прошлого века. Подавляющее большинство CAD/CAMсистем используют сегодня такой метод для решения задач постпроцессирования.
Преимущества универсального постпроцессирования:
- Вместо написания программ, реализующих каждый новый постпроцессор, программист лишь описывал алгоритмы преобразования записей CLDATA в кадры УП.
- Описание алгоритмов и их отладка выполнялись существенно быстрее, чем программирование и отладка нового постпроцессора, попутно снижались требования к квалификации программиста, ускорялись сроки внедрения постпроцессора, иными словами, значительно снижались издержки. 3. Окончательная отладка постпроцессора на предприятии более не требовала модификации программ, а предполагала лишь модификацию описания алгоритма (обычный текстовый файл). 4. При определенных условиях модификацию алгоритмов мог провести и сам технолог в случае соответствующей квалификации и предварительного обучения. То есть впервые появилась реальная возможность отчуждения постпроцессора от его разработчика.
Недостатки универсального постпроцессирования:
- По-прежнему постпроцессоры разрабатываются и отлаживаются разработчиком. Лишь 10–15 % предприятий позволяют себе содержание квалифицированных программистов, знакомых с технологией машиностроения и обработки на станках с ЧПУ и способных самостоятельно описать, отладить или модифицировать алгоритмы для генераторов постпроцессоров. Таким образом, среднестатический генератор постпроцессоров пока остается в массе скорее плохо отчуждаемым продуктом, чем инструментом технолога;
- Универсальные постпроцессоры непросто настроить на морально устаревшее оборудование. Особенно со сложной системой требований к расчету режима разгона-торможения (например, СФП-3 с системой ИЛ4). Известно, что такое оборудование успешно применяется до сих пор.
Инвариантное постпроцессирование
Метод «Инвариантное постпроцессирование (ИП)» стоит обособленно в ряду других методов постпроцессирования. Основная идея метода заключается в его названии, т. е. инвариантности постпроцессора от особенностей станка и языка программирования системы ЧПУ. Иными словами, инвариантный постпроцессор может быть настроен на генерацию программ для любых типов станков и любых систем ЧПУ. Идея метода состоит в том, что настройка инвариантного постпроцессора на конкретный комплекс «станоксистема ЧПУ» состоит не в написании алгоритмов трансляции «CLDATA->кадр УП», а в заполнении анкеты(паспорта), в которой всего лишь перечисляются параметры станка и системы с ЧПУ. И, наконец, последней, но весьма важной идеей рассматриваемого метода, является полная отчуждаемость от разработчика, иными словами, изначально инвариантный постпроцессор является инструментом технолога, а не программиста. Основное преимущество инвариантного постпроцессора: позволяет технологу самостоятельно настроить свою CAM-систему на любое оборудование с ЧПУ, посредством ввода информации содержащейся в паспорте станка.
Создание постпроцессоров для современного технологического оборудования с ЧПУ с использованием генератора постпроцессоров
Для упрощения создания постпроцессоров в состав CAMсистем включаются специальные модули – генераторы постпроцессоров. Они позволяют инженерам разрабатывать постпроцессоры, настраивать их под имеющееся оборудование без помощи программистов. Для станков с ЧПУ с малым количеством управляемых осей (например, токарный)- это несложная задача, с которой может справиться и технолог средней квалификации, но если речь идет о многокоординатной обработке, то могут возникнуть сложности с интерпретацией движений. Для ее решения необходимо хорошо знать принципы функционирования станкам и особенности программирования. Рекомендуется следующая методика создания постпроцессоров с использованием генератора построцессоров G-POST системы Pro/Engineer, которая призвана помочь технологам при самостоятельном создании постпроцессоров. Процесс создания постпроцессоров в генераторе постпроцессоров G-POST включает следующие этапы:
- Изучение принципов функционирования станка.
- Выбор существующего или создание нового контроллера для станка.
- Заполнение стандартных таблиц-настоек.
- Указание особенностей интерпретации G-кодов для данного станка.
- Написание необходимых недостающих функций на макроязыке FIL.
- Тестирование и доработка постпроцессора.
На первом этапе необходимо изучить особенности работы станка, а именно:
- перемещение его осей;
- референтную позицию станка;
- пределы подачи по осям;
- ограничения и диапазоны шпинделя;
- G-коды, используемые станком;
- регистры адресов, его формат и пределы;
- требования кругового движения. На основе этих данных в генераторе G-POST выбирается контроллер (рис. 9.3), характеризующий механику данного станка.
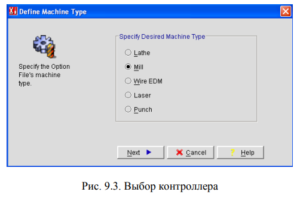
Если же из имеющихся контроллеров не удалось подобрать требуемый, то необходимо создать свой собственный. Для дальнейшей настройки постпроцессора необходимо открыть созданный файл и последовательно заполнить в диалоговом окне таблицы (рис. 9.4).

Диалоговые окна являются средством параметрической настройки постпроцессора. Они вызываются посредством выбора соответствующей опции меню, нажатием на соответствующую иконку инструментальной панели или выбором соответствующей закладки G-POST.
Диалоговые окна позволяют настроить:
- тип станка;
- вывод нужной информации в начале и конце УП;
- правила задания в УП команд смены инструмента, охлаждения, коррекции инструмента, подачи, оборотов шпинделя, сверлильных циклов;
- правила задания перемещений при линейной, круговой и сплайновой интерполяции;
- порядок нумерации кадров УП;
- правила разбиения УП на части с учетом имеющегося размера памяти системы ЧПУ;
- состав адресов кадра УП, порядок их вывода в кадре и правила задания информации под каждым адресом;
- правила задания подпрограмм;
- состав и правила задания подготовительных и вспомогательных функций (G- и М-функций), их разбиение по группам;
- описание состава, характеристик и взаимного расположения исполнительных органов (осей) станка.
Конструктивные особенности оборудования разнообразны, они могут включать в себя дополнительные функции, которые надо задействовать. Для этого добавляются дополнительные G и M коды, причѐм одно и то же числовое значение кода на одном станке, может выполнять совершенно другую функцию на станке другой марки. На разных производствах, использующих станки с ЧПУ, помимо их отличительных особенностей, есть свои традиции составления УП. К примеру, в одном случае нужно пронумеровать строки программы, проставить комментарии, а в другом нет. Диалоговые окна G-POST отличаются большим числом различных параметров и продуманными наборами их вариантов, которые учитывают самые разнообразные способы задания команд УП в различных моделях оборудования с ЧПУ. Тем не менее, никакая параметрическая настройка не гарантирует того, что разрабатываемый постпроцессор сможет учесть все особенности конкретного оборудования с ЧПУ. Единственным гарантированным способом в этом случае является использование языка программирования. FIL (Factory Interface Language) – высокоуровневый язык программирования (макроязык), с помощью которого описываются правила преобразования траектории движения инструмента, заданной в файле CLDATA, в управляющую программу. Программы на макроязыке (макросы) составляются так, что каждому виду оператора CLDATA соответствует свой макрос. При вызове постпроцессора он последовательно обрабатывает операторы файла CLDATA с помощью своих макросов и формирует команды УП (рис. 9.5).
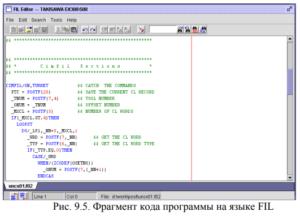
Операторы макроязыка FIL позволяют передавать параметры, использовать локальные и глобальные переменные, работать с внешними файлами, получать доступ к параметрам оборудования с ЧПУ (заданным в диалоговых окнах), выполнять арифметические и логические операции, использовать тригонометрические и другие стандартные математические функции, выполнять условные и безусловные переходы, работать с текстовыми строками и др. Использование данных рекомендаций и генератора G-POST требует определенных знаний и навыков программирования, однако это позволяет сократить время проектирования постпроцессоров. Кроме того, возникает возможность оперативно учитывать практически любые требования и пожелания к управляющим программам.
Автоматизированная подготовка производства и изготовления детали «Фланец»
В качестве одного из примеров рассмотрим деталь «Фланец», предназначенную для соединения труб синхротрона. Внутри труб создается высокий вакуум (порядка 10 в минус 9 степени Торр). Уплотняющий зуб этой детали соединяется с полированной медной пластиной врезаясь в нее, тем самым обеспечивая герметизацию. Учитывая эти эксплуатационные требования, поверхность уплотняющего зуба должна быть высокоточной и не иметь царапин и выбоин (рис. 9.6). В связи со сложностью изготовления уплотняющего зуба ранее заказы на производство фланца размещались в США. Такая ситуация является экономически необоснованной, поэтому было необходимо организовать производство подобных деталей на отечественных предприятиях с целью обеспечения импортозамещения подобного типа изделий.
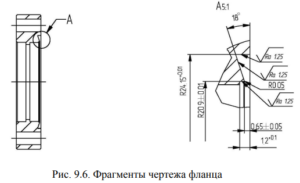
Рассматриваемая группа деталей «Фланец» имеет более 20 типоразмеров, элементы группы имеют одинаковую конструкцию уплотняющего зуба, но различные размеры остальных элементов. Детали изготовляются из материала Сталь 12Ч18Н10Т ГОСТ 5632-72. По техническим условиям в качестве заготовки может быть использован только листовой прокат. Круглый прокат не может быть применен по причине прохождения воздуха при глубоком вакууме через структуру материала. С целью сокращения времени на подготовку производства таких деталей была использована система автоматизированного проектирования, позволяющая разработать и отладить технологию производства одной детали с последующим автоматизированным распространением технологии на другие детали.
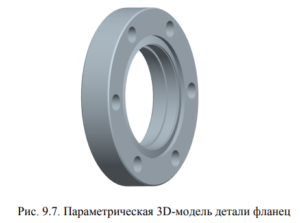
Для реализации этого подхода была разработана типовая управляющая программа с элементами параметризации. Для разработки управляющей программы использовалась CAD/CAM/CAE система ProEngineer WildFire 4.0. Для визуализации и верификации применялся программный комплекс VERICUT 6.0. Технология изготовления деталей была ориентирована на возможности токарно- фрезерного обрабатывающего центра Takisawa EX308. Документация на изделие фланец была представлена в виде чертежа (рис. 9.6). На первом этапе необходимо создать 3D-модели детали. С точки зрения построения модели деталь является простой, однако необходимо учесть то, что в связи с большим количеством типоразмеров модель необходимо делать параметрическую, чтобы обеспечить автоматический пересчет УП. Разработанная параметрическая модель изделия фланец представлена на рис. 9.7.
На втором этапе подготовки производства проводилась разработка УП для станка с ЧПУ. Система ProEngineer WildFire 4.0 является системой сквозной подготовки производства, кроме того, она обладает двунаправленной ассоциативностью. Эти свойства системы позволяют вносить практически любые изменения в проект на любой его стадии. При создании УП использовалась ранее разработанная автоматизированная библиотека твердотельных инструментов и станочных приспособлений. Библиотека твердотельных инструментов, помимо геометрического описания, содержит данные о режимах резания (данные о подаче, скорости и глубины резания). Режимы назначаются автоматически в зависимости от материала заготовки, инструмента и типа обработки (черновая, чистовая).
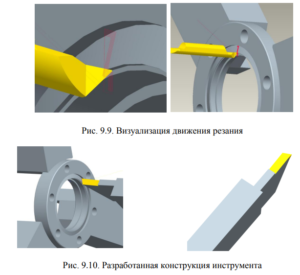
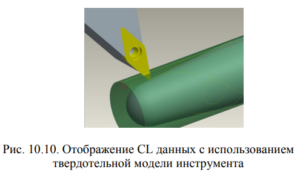
При помощи данной библиотеки можно осуществить выбор оптимального инструмента для получения необходимой геометрии детали. Твердотельное представление инструмента и приспособлений дает возможность контролировать зарезы и столкновения в зоне резания (рис. 9.9), интерактивно проверить траекторию движения инструмента, используя отображение “реального” инструмента и, таким образом, позволяет выбрать инструмент оптимальной геометрии. В обработке данных деталей типа «фланец» это особенно актуально в силу высоких требований и точности геометрии уплотняющего зуба. На рис. 9.8 видно, что при изготовлении зуба расточным резцом, которым растачивается отверстие в фланце, зуб срезается. Необходимо подобрать инструмент с подходящий для изготовления уплотняющего зуба геометрией или разработать собственный инструмент. Используя возможности библиотеки, был подобран подходящий инструмент, он представлен на рис. 9.9, и разработан собственный резец (рис. 9.10).

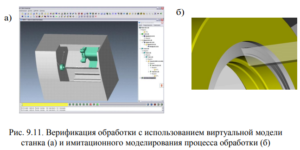
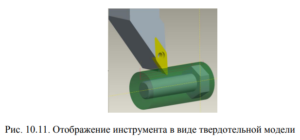
В связи со сложностью управляющей программы для обработки данной детали необходима ее предварительная отработка на оборудовании. Отработка программы непосредственно на станке занимает значительное время, что приводит к нерациональному использованию оборудования. Для исключения станка из процесса отработки УП была разработана виртуальная модель станка (рис. 9.11 (б)) в системе VERICUT. Виртуальный станок дает возможность обнаружить и локализовать коллизии между рабочими органами оборудования и приспособлениями при обработке деталей, а также отыскать ошибки в управляющей программе и выполнить оптимизацию кода. Ключевым отличием визуализации и верификации с использованием VERICUT от CAD\CAM систем является то, что программа, проверяемая в нем, представлена в Gкодах, а не в API или CL DATA. Оптимизация выполняется автоматически путем корректировки значений подачи с учетом условий резания и удаляемого припуска, и дает возможность значительно сократить общее время обработки детали. Таким образом, отработка управляющей программы производилась полностью на компьютере, исключая использование технологического оборудования для этих целей (рис. 9.11 (а)).
Управляющая программа для обработки на оборудовании с ЧПУ в предлагаемой методике разрабатывается для одной типовой детали с применением описанных средств и далее осуществляется отладка и оптимизация УП на компьютере. После этого производится автоматизированный перенос управляющей программы на всю серию деталей. Приведенный пример показал, что использование данной технологии позволяет существенно сократить время подготовки производства за счет полного компьютерного моделирования, верификации и оптимизации обработки, автоматического назначения режимов резания и автоматизированного переноса обработки на все типы деталей.
Разработка библиотеки станочных приспособлений в рамках интегрированной автоматизированной системы
Разработка библиотеки станочных приспособлений будет рассмотрена на примере применения интегрированной CAD/CAM/CAE-системы Pro/ENGINEER WildFire 4.0. Pro/ENGINEER является одним из лидеров в сфере автоматизированного проектировании изделий, воплощая в себе передовые инструменты 3D – разработки, которые основаны на лучших достижениях многих прикладных наук и технологий, и гарантируют соответствие стандартам любого предприятия и любой отрасли промышленности. Pro/ENGINEER предоставляет инженерамтехнологам широкие возможности программирования ЧПУ и доступ к библиотеке инструментов, станочных приспособлений, которые позволяют разрабатывать, проверять и оптимизировать процесс механообработки. Для разработки библиотеки станочных приспособлений необходимо наличие навыков опытного пользователя модулей Pro/ENGINEER Part, ProNC системы ProEngineer WildFire 4.0 и навыков администрирования и конфигурирования ProEngineer. Необходимо наличие чертежей приспособлений, информации о базировании и закреплении заготовки в этом приспособлении. Также является необходимым наличие геометрического описания инструмента и информация о режимах резания для данного инструмента. При написание УП для оборудования с ЧПУ необходимо учитывать значительное число факторов, влияющих на траекторию движения инструмента. К таким факторам можно отнести расположение станочных приспособления для базирования и закрепления заготовок, геометрию режущих и вспомогательных частей инструмента.
Для того, чтобы учитывать эти факторы, необходимо иметь огромный опыт написания управляющих программ и отработки их на оборудовании. Но даже при наличии такого опыта невозможно полностью учесть всех нюансов обработки. Для наилучшего решения проблемы написания УП, учитывающей все эти особенности, необходимо использовать виртуальные библиотеки станочных приспособлений и инструмента. Разрабатывая УП для оборудования с ЧПУ, программист непременно должен учитывать конфигурацию приспособления при формировании траектории инструмента. Используя описанную ниже методику, программист страхуется от ошибок, связанных с конфигурацией приспособления. Методика создания библиотеки твердотельного инструмента включает следующие этапы:
- Настройка структуры библиотеки станочных приспособлений. До создания элемента библиотеки необходимо создать каталог для библиотеки станочных приспособлений. По умолчанию система Pro/ENGINEER создает элемент библиотеки в текущем каталоге.
- Создание твердотельной модели приспособления.
- Задание необходимых параметров в модели приспособления.
- Создание таблицы семейств в модели приспособления. Таблицы семейств – это коллекции деталей (или сборок или элементов), которые существенно схожи, но немного отличаются по одному или двум аспектам, таких как размер или особенность элементов. В данном случае она используется для создания вариации деталей из одного файла детали.
- Создание интерфейсов в модели приспособления. Интерфейс создается в детали и применяется для определения ссылок, которые будут использоваться при сопряжении этой детали в сборке.
- Назначение гибких компонентов в модели приспособления. Гибкость (Flexible) позволяет добавлять в сборку один и тот же компонент, но в различных состояниях. 7. Сохранение приспособления в библиотеке и настройка условий его применяемости.
Настройка структуры библиотеки станочных приспособлений
До создания элемента библиотеки нужно создать каталог для библиотеки станочных приспособлений. По умолчанию система Pro/ENGINEER создает элемент библиотеки в текущем каталоге. Создавая каталог для библиотеки станочных приспособлений, необходимо убедиться, что у всех пользователей есть разрешение на чтение его содержимого. При создании элемента библиотеки нужно скопировать файлы элемента библиотеки, name.gph и name_gp.prt, в этот каталог библиотеки. Для доступа к каталогу библиотеки станочных приспособлений в Pro/ENGINEER нужно задать имя каталога с помощью параметра файла конфигурации pro_group_dir. Далее, необходимо установить дерево каталогов для поддержки иерархии библиотек станочных приспособлений. Его использование позволяет легко перемещаться по дереву каталогов для поиска конкретного элемента библиотеки для размещения его в модели механообработки.
Установка виртуальных станочных приспособлений при моделировании механообработки
В системе ProEngineer WildFire 4.0 станочные приспособления (далее крепления) – это модель или сборка, которые помогают ориентировать и закреплять заготовку во время операции механообработки. Крепления могут быть созданы и сохранены в режиме Part (Деталь) или Assembly (Сборка) и восстановлены в режиме Manufacturing (Производство) во время создания креплений. Создание креплений в режиме Assembly (Сборка) выгодно, так как крепления могут быть созданы для промежуточных процессов со ссылкой на зону обработки. Это довольно просто, так как можно строить крепления, ссылаясь на зону обработки с помощью опции Use Edge.
Чтобы использовать крепления в процессах механообработки, нужно сначала определить установку креплений для обрабатываемой модели. Каждая установка креплений имеет наименование и содержит информацию о креплениях, которые должны присутствовать в модели, когда крепление активировано. Только одна установка может быть активизирована. Названия установок могут быть использованы для того, чтобы контролировать крепления, которые расположены в пределах обрабатываемой модели. Так как установка креплений содержит информацию о сборке креплений, каждая обрабатываемая модель должна иметь явно определенные установки креплений. В отличие от сторон обработки или инструмента, нельзя использовать установки креплений одной модели механообработки для другой. Установки креплений могут быть определены перед началом процесса механообработки или в любое время между NC последовательностями.
Создание таблицы семейств и гибких компонентов
Таблицы семейств – это коллекции деталей (сборок или элементов), которые существенно схожи, но немного отличаются по одному или двум аспектам, таких как размер или особенность элементов.
Используя таблицы семейств можно:
– создавать и хранить большое число объектов просто и компактно;
– создавать вариации деталей из одного файла детали без необходимости обновления и создания каждого в отдельности;
– создавать вариации с незначительными отклонениями, не используя уравнения для изменения модели;
– создавать таблицу деталей, которая может сохраняться для файла распечатки и включаться в каталоги деталей. Таблицы семейств стимулируют использование стандартизированных компонент. Они позволяют представлять фактическую опись детали в Pro/ENGINEER. Кроме того, семейства упрощают взаимообмен деталей и подсборок в сборке, потому что экземпляры из одного и того же семейства автоматически взаимозаменяемы друг с другом. Таблицы семейств являются, по своему существу, электронными таблицами, содержащими колонки и строчки. Они содержат следующие три компоненты:
- Базовый объект (исходный объект или исходник), на котором основаны все остальные члены семейства.
- Размеры и параметры, номера элементов, имена элементов, заданные пользователем, а также имена элементов сборки, которые выбираются для того, чтобы они могли быть таблично управляемыми (ниже названные как элементы).
- Имена всех членов семейства (экземпляров), созданных таблицей, и соответствующие значения для каждого таблично управляемого элемента. Строки содержат экземпляры деталей и их соответствующих значений; колонки используются для элементов. Заголовки колонок включают имя экземпляра, а также имена всех размеров, параметров, элементов, членов, а так же групп, которые были выбраны для таблицы.
Размеры перечисляются по имени (например, d9) с ассоциированным именем символа (если существует) на следующей линии (например, depth). Параметры перечисляются по имени (символ размера). Элементы перечисляются по номеру элемента (например, F107) с ассоциированным типом элемента (например [cut] или имени элемента на следующей линии). Исходная модель находится в первой строке таблицы.
Табличные вводы (введенная информация), принадлежащие исходнику могут изменяться только при модификации фактической детали, подавляя или возобновляя элементы. При этом разработчик не может изменить исходную модель, редактируя введенную информацию в таблицах семейств. Примечание: Имена таблицы семейств не чувствительны к регистру. Следовательно, любые последующие ссылки к введенным именам показывают их в символах верхнего регистра. Для каждого экземпляра вы можете указать используется ли элемент, параметр или имя сборки в экземпляре либо путем обозначения, либо это представлено в экземпляре (Y или N), либо предоставляя числовое значение (в случае размера). Все ячейки с размерами должны иметь значение либо числовое, либо звездочку (*), чтобы использовалось значение исходника.
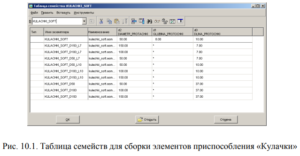
Все аспекты исходной модели, которые не включены в таблицу семейств, автоматически попадают в каждый экземпляр. Например, если исходная модель имеет параметр, называемый Material со значением Steel, то все экземпляры будут иметь этот же самый параметр и значение. Далее, для примера, показано формирование значений параметров в таблице семейств для сборки «Кулачки» (рис. 10.1).
Создание станочных приспособлений на примере кулачков для трехкулачкового патрона
Первоначально строится трехмерная модель кулачка (рис. 10.2) в соответствии с чертежом.

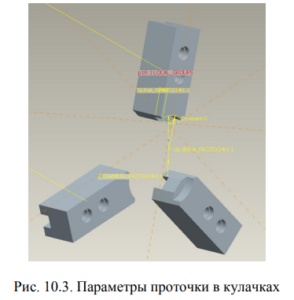
Собирается сборка из 3-х моделей кулачка, делается совместный вырез, соответствующий расточке кулачка под обрабатываемую деталь, размерам данного выреза присваиваются имена, для передачи этих параметров в таблицу семейств (рис. 10.3).
Интерфейс создается в проектируемой детали и применяется для определения ссылок, которые будут использоваться при сопряжении этой детали в сборке. При этом деталь сопрягается с обычными привязками, «Сопрячь», «Выровнять», «Вставить». Когда добавляется такой компонент в сборку, определяется ответные ссылки только на сборочной модели. Например, при создании интерфейса для главного образца кулачков в таблице семейств, первой предопределенной ссылкой будет цилиндрическая поверхность выреза – определена привязкой Insert (Вставить). Второй ссылкой будет плоская поверхность выреза – определена привязкой Mate (Сопрячь). Каждый раз, когда будут вставляться кулачки в сборку, достаточно будет указывать ответные ссылки для Insert (Вставить) и Mate (Сопрячь) только на сборке.
Во вставляемой детали эти ссылки будут выбраны автоматически. Есть возможность пользоваться опцией Auto Place (Авторазмещение), при которой необходимо указать на модели приблизительное место расположения вставляемого компонента, а система сама просчитает возможные варианты размещения с учетом интерфейса. Еще одна опция, доступная при использовании интерфейса, это drag-n-drop. С помощью этой опции в окне браузера необходимо выбрать компонент, и курсором перетащить его в окно сборки на приблизительное место его расположения. А дальше включается Auto Place (Авторазмещение). Данная функциональность определяется опцией файла конфигурации autoplace_single_comp. Интерфейс может также определяться «на лету». Это происходит, когда после добавления компонента в сборку обычным способом снова добавляется в сборку этот же компонент. Система предложит использовать эти же ссылки, что и в прошлый раз. Это называется временным интерфейсом. Данная функциональность определяется опцией файла конфигурации create_temp_interfaces.
Использование интерфейса экономит время, так, при сопряжении обычных компонентов не нужно выбирать ссылки на добавляемых компонентах. Для адаптации сборки кулачков к диаметру обрабатываемой заготовки необходимо размеру заготовки присвоить и настроить атрибуты гибкости. Гибкость (Flexible) позволяет добавлять в сборку один и тот же компонент, но в различных состояниях. Например, кулачки, в зависимости от диаметра модели заготовки могут иметь разное разнесение относительно оси, сохраняя сделанный заранее диаметр проточки. В этом случае модель не надо растягивать вручную, система сама может изменить значения гибких размеров для отображения модели в каждом состоянии. Переменные элементы могут быть предопределены для любой детали или сборки. Переменный элемент может быть использован каждый раз, когда добавляется компонент в сборку. Возможно определить следующие переменные элементы для придания компоненту адаптивности:
- значения размеров, параметров и допусков;
- состояние «Подавленный» или «Возобновленный» для фичеров и компонентов в подсборках (сборках, входящих в основную сборку).
Это важная особенность, так как модель представляется именно такой, какой она будет в реальном изделии. Кроме того, несмотря на то, что визуально в сборке кулачки будут казаться разными деталями, система будет воспринимать их как одинаковые детали. Чтобы это проверить, понадобится открыть Ведомость материалов (Bill of Material). Остальные (не переменные) свойства у модели остаются общими, и, если в гибком компоненте сборки изменится общий параметр, он изменится и в оригинальной детали. Гибкий элемент может варьироваться только в режиме сборки, но не на уровне детали. Для задания переменности размеру на уровни детали существует инструмент Таблица семейств, рассмотренный выше.
Анализ базовых инструментов САПР Pro/ENGINEER для создания библиотек виртуальных 3D-моделей режущего инструмента
В процессе верификации и симуляции обработки, режущий инструмент должен отображаться в виде твердого тела. Твердотельные модели режущего инструмента могут эффективно использоваться при создании управляющих программ для станков с ЧПУ и верификации механической обработки на виртуальных станках. Процедура создания моделей режущего инструмента показана на примере CAD-модуля системы Pro/ENGINEER. В этом модуле создаѐтся сборочная 3D-модель режущего инструмента.
При этом используются следующие базовые операции трехмерного моделирования: вытягивание, вращение и скругление. Pro/ENGINEER предоставляет возможность создания и изменения фасок. Фаски представляют собой тип элемента, в котором кромка или угол являются скошенными. Поверхности могут быть поверхностями твердых тел или традиционными для Pro/ENGINEER составными поверхностями и поверхностями с нулевой толщиной. Дерево модели – элемент навигации, который используется для удобного поиска нужного объекта, а также работы с ним через контекстное меню. Дерево модели представлено в иерархическом виде, конечными узлами являются элементы построения. Существует возможность задания фильтра дерева для скрытия/отображения интересующих элементов построения.
С помощью дерева можно изменять последовательность создания различных элементов модели, тем самым, меняя саму еѐ структуру. Это бывает очень удобно в тех случаях, когда более поздние по времени создания элементы не являются потомками более ранних, а значит, могут редактироваться независимо от них. В сборках Pro/ENGINEER существует много способов сопряжения компонентов. Сопряжение компонентов с использованием жестких привязок, это один из основных способов создания в системе сборок. Система оперирует различными типами привязок, такими как Mate (Сопрячь), Align (Выровнять), Insert (Вставить). Более простым использование этих привязок делает автоматическая привязка. Если сопрягать компоненты с применением автоматической привязки, то достаточно указывать ссылки на сопрягаемых объектах, а система сама будет интерпретировать эти ссылки в зависимости от выбранной геометрии и взаимного расположения сопрягаемых деталей.
В результате можно сделать выводы о том, что:
1. CAD-модуль САПР Pro/Engineer имеет все необходимые возможности для эффективного создания 3D-моделей режущего инструмента.
2. CAM-модуль системы Pro/Engineer имеет возможности для привязки режимов резания к 3D-моделям инструмента. Все рассмотренные возможности и инструменты, реализованные в САПР «тяжелого» класса Pro/Engineer, позволяют точно и быстро создавать библиотеки виртуальных 3D-моделей режущего инструмента.
Разработка структуры библиотеки виртуальных 3Dмоделей режущего инструмента
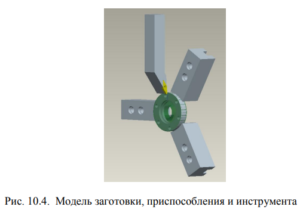
При написании УП для оборудования с ЧПУ необходимо учитывать значительное число факторов, влияющих на траекторию движения инструмента. К таким факторам можно отнести расположение станочных приспособлений для базирования и закрепления заготовок, геометрию режущих и вспомогательных частей инструмента (рис. 10.4).
Для того, чтобы учитывать эти факторы, необходимо иметь опыт написания управляющих программ и отработки их на оборудовании. Но даже при наличии такого опыта невозможно полностью учесть все нюансы обработки. Для наилучшего решения проблемы быстрого и качественного написания УП, учитывающей все эти особенности, необходимо наличие виртуальной библиотеки станочных приспособлений и инструмента. Укрупненная структура библиотеки режущего инструмента представлена на рис. 10.5.

Основные этапы создания 3D-моделей режущего инструмента
Для разработки библиотеки твердотельного инструмента вначале необходимо установить структуру директории материалов и заполнить ее списком обрабатываемых материалов. После следует ознакомиться с механизмом определения и использования режимов резания инструмента в ProNC. Затем следует создать библиотеку параметров инструмента. При создании библиотеки необходимо построить твердотельные модели инструментов в Pro/ENGINEER Part, далее задать требуемые параметры и создать атрибуты моделей.
Методика создания библиотеки твердотельного инструмента включает следующие этапы:
- Установка структуры директории материалов. Для выбора режущего инструмента и установки подачи и скорости резания нужно настроить структуру директории, прежде чем начать определять операции и инструменты.
- Задание библиотеки параметров инструментов, в которой будут храниться все файлы параметров.
- Создание твердотельной модели инструмента.
- Задание необходимых параметров в модели инструмента.
- Создание системы координат в модели инструмента с определенным именем и ориентацией, которая будет центром инструмента, т.е. контрольной точкой инструмента. Эта точка, относительно которой будет производиться расчет траектории движения инструмента в NC последовательности.
- Передача модели инструмента в модель механообработки ProNC.
- Задание режимов резания для модели инструмента, соответствующим различным материалам заготовок (согласно материалам, заданным в директории материалов).
- Сохранение параметров инструмента и режимов резания. Pro/NC позволяет выбирать режущий инструмент и устанавливать подачи и скорости резания, базирующиеся на материале заготовки и его свойствах.
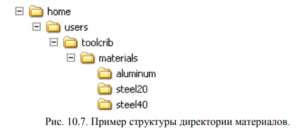
Pro/NC хранит все данные режущего инструмента в директории инструментов, которая определяется опцией конфигурации pro_mf_tprm_dir. Например, нужно установить следующую опцию конфигурации: pro_mf_tprm_dir /home/users/toolcrib (рис. 10.6).
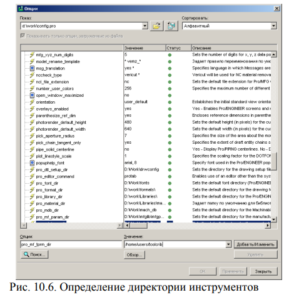
Pro/NC будет размещать все файлы параметров инструмента (.tpm файлы) в директории /home/users/toolcrib. Чтобы настроить структуру директории материалов, необходимо создать поддиректорию, присвоив ей название materials в директории инструментов. В директории materials создать поддиректории, соответствующие материалам заготовки и их свойствам, например можно создать поддиректории steel20, steel30, aluminum и т.д.
Когда, впоследствии, определяется операция или инструмент, система вносит в список соответствующие поддиректории материалов для их выбора. Когда сохраняются данные режущего инструмента, система сохраняет параметры геометрии инструмента в “*.tpm” файле в директорию инструментов и создает “*.tpm” файл с тем же именем, содержащим данные о подаче и скорости резания в соответствующей поддиректории материалов. Эти данные о подаче и скорости резания могут быть использованы при определении значений параметров мехобработки через отношения (уравнения).
Примечание: Если не определить опцию конфигурации pro_mf_tprm_dir, система будет использовать текущую рабочую директорию, как директорию инструментов.
Пример: Установка структуры директории материалов
- Определить директорию инструментов установив опцию конфигурации: pro_mf_tprm_dir /home/users/toolcrib.
- В директории toolcrib создать поддиректорию с именем materials.
- В директории materials создать поддиректории для всех материалов и свойств. Например, создать три поддиректории: steel20, steel40, и aluminum. Структура директории материалов будет построена. Теперь, если запустить Pro/ENGINEER, три поддиректории материалов будут внесены в списки, для определения операций (для материалов заготовки) и для определения режущих инструментов. Если, например, определить материал заготовки, как steel20 , и создать фрезерный инструмент с Name ball25 , структура директории выглядит, как представлено на рис. 10.7.
Определение режимов резания инструмента
Процедура определения режимов резания инструмента объясняет, как связать с инструментом режимы резания, такие как подача, скорость, осевая и радиальная глубины, основанные на типе материала заготовки и ее свойствах. Можно использовать режимы резания, требуемые для инструмента, чтобы установить значения параметров механообработки. Вместо ввода режимов резания, можно воспользоваться базой данных имеющихся инструментов и импортировать режимы резания для инструмента. Для этого выполняются следующие процедуры.
- Нажать на закладку Speeds & Feeds (Данные реза) в диалоге Tool Setup (Настройки инструмента) (рис. 10.8).
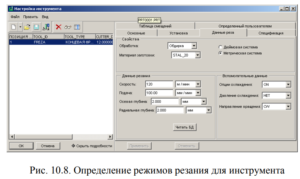
2. Выбрать материал заготовки из списка Stock Material (Материал заготовки). Этот список будет соответствовать структуре директории материалов. Будут показаны значения, установленные по умолчанию, для материала заготовки, определенные в диалоге Operation Setup (Настройки операции).
3. Можно определить отдельно данные для черновой и чистовой обработки. Выбирать в Application (Обработка): Roughing (Черновая) или Finishing (Чистовая).
4. Ввести значения в текстовые окна для Speed (Скорость), Feed (Подача), Axial Depth (Осевая глубина), и Radial Depth (Осевая глубина). Список, находящийся справа от каждого текстового окна, позволит изменять единицы измерения, по необходимости. Можно воспользоваться переключателем между «английской» и метрической системами измерения, выбрав соответствующую опцию в группе свойств Properties.
5. Повторить шаги 3 и 4 для второго режима резания (чернового или чистового) в Application (Обработка).
6. Сохранить инструмент. Система сохранит режимы резания в соответствующей поддиректории материалов, в файле .tpm , где имя инструмента Name.
7. Если нужно использовать режимы резания для другого материала заготовки, требуется повторить шаги со 2 по 6.
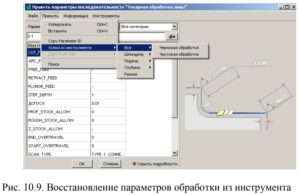
Использование режимов резания инструмента
Когда используется инструмент в NC последовательности, подача и скорость резания, сохраненные с инструментом, автоматически не используются, как подача и скорость резания NC последовательности. Когда устанавливаются параметры механообработки в диалоге Param Tree (Править параметры последовательности), можно нажать Edit (Править) > Copy From Tool (Копировать из инструмента) и выбрать копирование всех параметров All (Все), или только Speed (Скорость), Feed (Подача), или Depth (Глубина). Также можно выбрать значения параметров для Roughing (Черновой) или Finishing (Чистовой) обработки (рис. 10.9).
Можно также использовать следующий механизм, чтобы выбрать значения параметров подачи и скорости, сохраненные с инструментом, когда создается NC последовательность. Все данные режимов резания, определенные в диалоге Tool Setup (Настройки инструмента), сохраняются как параметры инструмента. Для каждого типа данных существует два отдельных параметра, один для Roughing (Черновой) обработки и один для Finishing (Чистовой). Таблица 10.1 отображает параметры инструмента, соответствующие режимам резания инструмента.
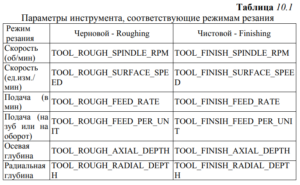
Когда создается NC последовательность, необходимо определить значения этих параметров инструмента, соответствующие параметрам механообработки, через отношения (уравнения). Так, можно определить подобное отношение:
CUT_FEED=TOOL_ROUGH_FEED_RATE
Эти отношения могут быть определены в файле шаблоне или определены как значения параметров непосредственно в дереве параметров для NC последовательности, например как определенное выше отношение ” =TOOL_ROUGH_FEED_RATE”, как значение параметра CUT_FEED. Если изменить инструмент или режимы резания, соответствующие этому инструменту, значения параметров скорости и подачи, которыми управляет отношение, автоматически будут обновлены.
Библиотека параметров инструмента
Можно создать свою собственную библиотеку параметров инструментов, в которой будут храниться все файлы параметров инструмента. Библиотека инструментов будет доступна всем пользователям Pro/ENGINEER для применения инструментов в процессах механообработки, для модификации или установки новых инструментов.
Используется следующая опция файла конфигурации, для установки пути к библиотеке: pro_mf_tprm_dir pathname Требуется всегда вводить полный путь к библиотеке инструментов в конфигурационном файле при работе с директориями Pro/ENGINEER. Например: pro_mf_tprm_dir c:\ptc\proewildfire\toolcrib
Твердотельные модели инструментов в Рro/ENGINEER
Самая важная информация, которую необходимо передать модулю Pro/NC о инструменте, – это его параметры. Создание NC последовательности и последующее отображение траектории движения инструмента базируется на значениях параметров “.tpm” файла, соответствующего данному интсрументу. Однако можно улучшить отображение CL данных и интерактивно проверить траекторию движения инструмента, используя отображение “реального” инструмента (рис. 10.10).
Чтобы это выполнить, требуется создать инструмент как модель (part (деталь) или assembly (сборка)) Pro/ENGINEER и затем установить ассоциативные связи между размерами модели и Pro/NC параметрами инструмента. Когда используется такой инструмент, появляется возможность выбора его отображения в виде сечения или реальной модели (рис. 10.11). При этом предоставляется дополнительный способ создания библиотеки инструментов.
Создание модели инструмента включает следующие шаги:
- Создать новую модель в Pro/ENGINEER типа Part (Деталь), присвоить ей имя инструмента. Построить модель инструмента, используя соответствующие конструктивные элементы (выдавливание, вырез, вращение и т.д.).
- Создать систему координат, которая будет центром инструмента, т.е. контрольной точкой инструмента. Эта точка, относительно которой будет рассчитываться траектория движения инструмента в NC последовательности. Важно удостовериться, что Zось системы координат направлена в нужном направлении (внутрь инструмента) для фрезерного и сверлильного инструмента (рис. 10.12); для токарного инструмента, оси системы координат инструмента должны быть ориентированы так, чтобы они совпадали с направлениями осей системы координат NC последовательности, когда инструмент находится в положении по умолчанию. Присвоить системе координат инструмента имя TIP (используя Set Up (Настройки), Name (Имя)).
- Установить ассоциативную связь между размерами модели и параметрами инструмента. Имеется два способа сделать это:
– Модифицировать соответствующие имена размеров так, чтобы они точно соответствовали названиям параметров. В меню PART, необходимо нажать Modify > DimCosmetics > Symbol. Выбрать элемент, для отображения его размеров, затем указать текст размера и ввести новое символическое имя, например, Cutter_Diam.
– Добавить параметры модели с названиями, точно соответствующими названиям параметров инструмента. Этот метод удобен, когда требуется определить параметры инструмента непосредственно в сборке инструмента (например, Cutter_Diam для вставляемого в сборку компонента сверла).

Примечание:
-Имена параметров не чувствительны к регистру вводимых символов. Например, когда модифицируется размерный символ или добавляется параметр модели для Cutter_Diam, можно использовать Cutter_Diam, cutter_diam, или CUTTER_DIAM; система все равно воспримет его, как имя параметра инструмента.
-Если в качестве модели инструмента должна быть использована сборка, можно модифицировать символы размеров любой из составляющих сборку моделей или добавлять параметры любому компоненту, который относится непосредственно к сборке.
Использование модели инструмента
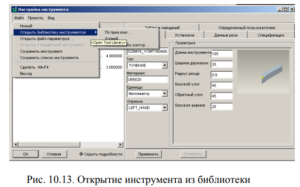
Чтобы использовать модель инструмента в Pro/NC, необходимо восстановить инструмент при помощи опции Open Tool Library (Открыть библиотеку инструмента) (рис. 10.13). Система рассмотрит модель инструмента и учтет соответствующие значения размеров в файле параметров инструмента.
- В меню диалога Tool Setup (Настройки инструмента), нажать File (Файл) > Open Tool Library (Открыть библиотеку инструмента). Примечание: Необходимо удостовериться, что правильно выбран тип инструмента в выпадающем списке Tool Type (Тип инструмента) в диалоге перед восстановлением модели инструмента.
- Выбрать By Reference (По привязке) или By Copy (Копией): – By Reference (По привязке)
– Будет установлена ассоциативная связь с моделью инструмента из библиотеки. Невозможно изменить параметры инструмента для определенной NC последовательности, при помощи диалога Tool Setup (Настройки инструмента). Если позже модель инструмента из библиотеки изменится, все данные механообработки будут обновлены после регенерации модели обработки.
– By Copy (Копией) – Информация об инструменте будет скопирована в модель механообработки. Параметры инструмента для NC последовательности могут быть изменены с помощью диалога Tool Setup (Настройки инструмента); модель из библиотеки не будет изменена. Если позже модель инструмента из библиотеки изменится, это не будет отражено в NC последовательности.
- Выбрать имя инструмента в окне открытия файлов.
- Система считает данные в параметры инструмента из модели (имя модели будет использовано, как Name инструмента). Система также вставит имена компонентов моделей и сборок в BOM таблицу модели инструмента, расположенную на закладке BOM (Спецификация) диалога Tool Setup (Настройки инструмента).
Если для создания NC последовательности была использована модель инструмента, то всякий раз, когда отображается на экране траектория движения инструмента и сам инструмент, появятся дополнительные две опции:
– Disp Model (Показ модели) – Использовать геометрию модели инструмента при отображении CL данных.
– No Model (Отображаете сечения)
– Отображаете на экране сечение заданного по умолчанию инструмента, в зависимости от значений параметров инструмента.
Если имеется одна и та же обрабатываемая модель, отображаемая в разных окнах, инструмент и траектория движения инструмента модернизируются одновременно во всех окнах, если они изменяются. Примечание: Если система координат TIP отсутствует в модели, система выдаст сообщение об ошибке и отобразит на экране заданный по умолчанию инструмент. Если разные системы координат, названные TIP, будут найдены в модели инструмента, будет выдано предупреждение; центр координат инструмента будет выбран согласно порядку извлечения параметров инструмента из сборки инструмента (например, система координат сборки будет иметь больший приоритет). Если в качестве модели инструмента используется сборка, система будет искать сначала сборку, а затем все составляющие модели в том порядке, в каком они были собраны (то есть, первый компонент будет найден первым), для получения данных о параметрах инструмента и о центре инструмента. Как только параметр будет установлен, все значения этого параметра, найденные позже, будут игнорироваться. Другими словами, параметры сборки верхнего уровня имеют приоритет перед параметрами компонентов и т.д., как определено порядком сборки.
Если после определения всех компонентов некоторые из параметров будут отсутствовать, появится сообщение об ошибке и система попросит выбрать другой инструмент.
Твердотельный инструмент для токарной обработки
В токарной обработке можно воспользоваться опцией, позволяющей применять геометрию модели инструмента для вычисления автоматического удаления материала и проверки на зарезы. Эта функциональная возможность позволяет установить специфический инструмент и определить режущие кромки, которые будут соответствовать специфическим комбинациям инструмент/державка.
Когда определяется, что необходимо применить контур инструмента, система будет использовать при вычислении траектории движения инструмента всю конфигурацию инструмента. Эта опция подобна использованию модели инструмента по ссылке By Reference (По привязке), потому что можно изменять сечение инструмента только путем модификации геометрии модели инструмента.
Модель инструмента для использования этих функциональных возможностей создается согласно правилам создания твердотельной модели инструмента:
– Это может быть модель или сборка в среде Pro/ENGINEER.
– Она должна содержать систему координат с именем “TIP”, для указания расположения контрольной точки инструмента.
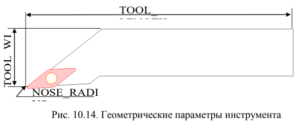
– Для модели инструмента требуется определить только один геометрический параметр инструмента NOSE_RADIUS (рис.6.14), требуемый для вычисления удаления материала. Можно задать этот параметр, используя параметр модели или используя символ размера. Также можно добавлять параметры к модели, чтобы задать значения для негеометрических параметров (типа TOOL_COMMENT или GAUGE_X_LENGTH). Если в качестве модели инструмента используется сборка, можно применять для этих целей параметры как модели, так и сборки.
В отличие от обычных функциональных возможностей модели инструмента, нельзя определять геометрические параметры (типа TOOL_WIDTH, LENGTH (рис. 10.14)), т.к. контур инструмента будет зависеть непосредственно от геометрии модели инструмента.
Геометрия инструмента будет определена путем проецирования внешнего профиля всех компонентов модели инструмента на XZ системы координат “TIP”.
Этот спроецированный контур инструмента будет использован для того, чтобы удалить материал, а также исключить зарезы обрабатываемой модели контуром инструмента. Если моделью инструмента является сборка, можно указать, какая часть инструмента будет фактически использована для удаления материала, применив параметр solid_tool_cutting типа Yes/No на уровне моделей.
Если этот параметр установлен как Yes для некоторой модели в сборке, контур этой модели будет использован в качестве режущей кромки. Все другие грани в сборке будут восприняты как нережущие. Можно задать значение зазора, чтобы избежать контакта между нережущей геометрией инструмента и материалом зоны обработки, используя параметр TOOL_CLEARANCE. Этот параметр определяет, как близко нережущие кромки могут приблизиться к материалу зоны обработки.
Использование настраиваемого инструмента при сверлении
Если требуется использовать ссылочную модель инструмента – By Reference (по привязке), следует установить все параметры, которые требуются Pro/NC для определения соответствующего инструмента.
При сверлении можно использовать уже установленные инструменты, которые для этой операции описаны упрощенно. Pro/NC предоставляет возможность упрощать определение сверл. При сверлении Pro/NC требует определения следующих параметров инструмента для генерации траектории движения и вывода CL данных:
– Cutter_Diam – диаметр режущего инструмента, который используется для вычисления глубины в автоматических циклах.
– Tip_Offset – расстояние от контрольной точки (tip) инструмента до “плеча” (где начинается Cutter_Diam).
– Length – длина инструмента.
– Csink_Angle – для инструмента с углом при вершине, определяют полученный в результате угол фаски. Когда вызывается модель сверла, система находит параметр TIP_OFFSET и использует его для упрощенного представления. Поэтому, при определении модели твердого тела инструмента для сверления, можно определить только параметры, указанные выше, и систему координат TIP , и использовать эту модель как By Reference (По привязке) для NC последовательностей сверления.
Пример создания токарного инструмента
При создании 3D-моделей режущего инструмента на примере токарных резцов учитывались следующие факторы:
1. Токарный резец – это, в большинстве случаев, сборочная единица, поэтому державку и пластины необходимо создавать отдельно и затем собирать в сборку [51-53].
2. Для державки и пластины создаются свои параметры, необходимые для конкретной работы и отображения инструмента. При создании державок нужно задать два параметра (рис. 10.15).

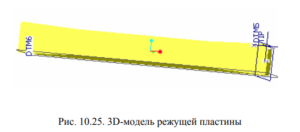
Параметр TOOL_MATERIAL предназначен для передачи данных о материале, VERICUT_TYPE – для передачи геометрии инструмента в систему VERICUT. При создании пластин необходимо задать систему координат с названием TIP, при этом центр системы координат должен совпадать либо с режущей кромкой, либо с центром округления в случае наличия его на режущей кромке (рис. 10.16).
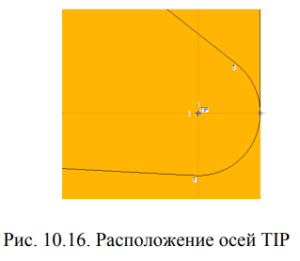
- Ось Х должна быть расположена параллельно державке и быть направлена в сторону режущего инструмента.
- Ось Z должна быть направлена от режущей кромки перпендикулярно оси Х и расположена параллельно движению резания.
- Ось Y получается как правая тройка векторов XYZ. Параметры, задаваемые для пластин, представлены на рис. 10.17.
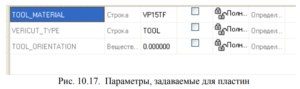
Назначение параметров TOOL_MATERIAL и VERICUT_TYPE такие же, как и для державок. А параметр TOOL_ORIENTATION используется для задания рабочего положения инструмента относительно оси z.
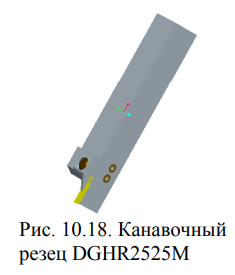
Рассмотрим пример создания виртуальной 3D-модели токарного канавочного резца DGHR2525M (рис. 10.18), включающего следующие детали:
– пластина DGM30CE VP20MF,
– прихват DGK3R,
– локатор EB3R,
– крепежный винт DGS51,
– винты локатора HSC05012.
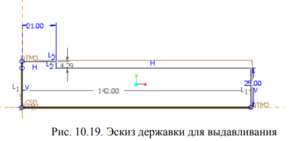
Создание державки
Необходимо выдавить эскиз (рис.10.19).
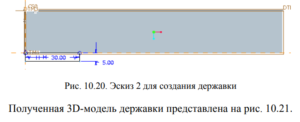
На боковой поверхности создается новое выдавливание (рис.10.20).

Создается эскиз для вычитания на торцевой поверхности детали (рис. 10.23).

Далее, необходимо создать эскиз на боковой поверхности и вычесть его (рис. 10.24)

Создание сборочной единицы
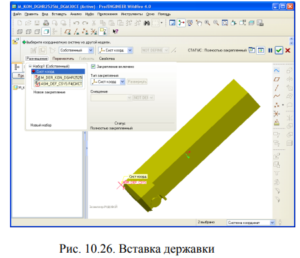
В PRO/Engineer выбирается тип сборки и подтип конструкции. Вставляется компонент в сборку путем нажатия кнопки «Добавить компонент в сборку». В панели «Вставка» выбирается во вкладке «Размещение» – «Тип закрепления», «Система координат» и указывается система координат вставляемой детали и создаваемой сборки. Вставка державки продемонстрирована на рис. 10.26.
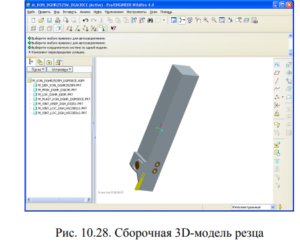
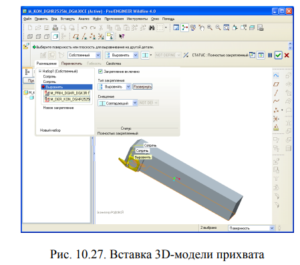
Затем целесообразно вставить предварительно созданную 3Dмодель прихвата (рис. 10.27). В качестве поверхностей для первого сопряжения указывается нижняя поверхность прихвата и верхняя поверхность державки. В качестве второго сопряжения указывается передняя грань прихвата и созданная плоскость DIM 5. Третье сопряжение выравнивает боковые поверхности державки и прихвата.
Следующий этап формирования сборки – вставка 3D-модели локатора. Используется одна привязка по боковым сторонам локатора и державки. При вставке 3D-модели режущей пластины целесообразно в качестве первого сопряжения использовать сопряжение между передней гранью локатора и плоскостью DIM5 пластины. Второе сопряжение – между одной из нижних граней пластины и соответствующей прорезью локатора, третье сопряжение – между боковыми гранями пластины и локатора. Затем вставляются 3Dмодели винтов. В дальнейшем производится вычитание деталей с ипользованием команды Править/Действия с компонентами/Вычесть. В качестве поверхности, из которой будут вычитаться элементы, выбирается державка, в качестве поверхностей для вычитания выбираются локатор, винты и прихват. Полученная виртуальная 3Dмодель резца представлена на рис. 10.28.