Машинист крана-манипулятора 6-го разряда
Электродуговая наплавка в среде защитных газов
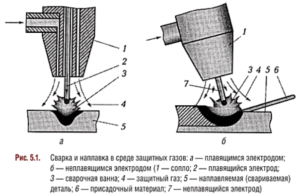
Схемы способов электродуговой сварки или наплавки в среде защитных газов показаны на рис. 5.1. В зону горения дуги под небольшим давлением подают газ, который вытесняет воздух из этой зоны и защищает расплавленный металл от воздействия кислорода и азота воздуха.
Наплавку в среде защитных газов можно вести как плавящимся (рис. 5.1а), так и неплавящимся (рис. 5.1 б) электродами. В последнем случае дуга горит между деталью и электродом (обычно вольфрамовым), а присадочный материал вводят в зону дуги отдельно. Неплавящиеся электроды широко применяют при сварке деталей из алюминия и его сплавов.
Технология наплавки в среде углекислого газа
Схема установки для полуавтоматической наплавки в среде углекислого газа (диоксида углерода) показана на рис. 5.2.
Установка имеет в своем составе газовую аппаратуру, механизм подачи проволоки и источник питания. Газовая аппаратура состоит из баллона с газом 1 и установленных на нем электрического подогревателя газа 3, газового редуктора 4, осушителя 2, а также шлангов, подающих газ к держателю или наплавочной головке.
Рабочее давление газа — 0,05—0,2 МПа, расход газа при наплавке — 13—16 л/мин. Наплавка в углекислом газе ведется на постоянном токе при обратной полярности. Для питания установки постоянным током применяют источники тока с жесткой характеристикой — выпрямители моде-

лей ВДГ-303, ВДУ-505, ВДУ-506 и др. Рабочее напряжение при сварке тонколистовых конструкций и наплавке изношенных деталей небольшого диаметра находится в пределах 17—22 В при диаметре проволоки 0,5—1,2 мм и в пределах 23—28 В при диаметре проволоки 1,2—2,0 мм. Плотность тока — 150—200 А на 1 мм2 площади сечения электрода.
С увеличением сечения детали применяют больший диаметр электродной проволоки и больший вылет электрода (8—15 мм). Смещение электрода от зенита для предотвращения стекания жидкой сварочной ванны при наплавке цилиндрических деталей зависит от диаметра наплавляемых деталей и составляет 3—10 мм. Скорость наплавки — 20—50 м/ч, скорость подачи проволоки в зависимости от ее диаметра — 100—300 м/ч. Подача электрода вдоль детали при наплавке цилиндрических поверхностей равна 2,0—3,5 диаметра проволоки за один оборот детали.
Рекомендуемые технологические режимы наплавки деталей приведены в табл. 5.1.

В качестве электродного материала при наплавке в углекислом газе применяют сплошные и порошковые проволоки. Под действием высокой температуры углекислый газ при сварке распадается на окись углерода (СО) и атомарный кислород (О), окисляющий наплавленный металл, поэтому при наплавке в углекислом газе используют проволоки с повышенным содержанием марганца и кремния, являющихся раскислителями, например проволоки марок Св-08ГС, Св-08Г2С, Св-12ГС, Св-18ХГС, НП-ЗОХГСА, ПП-40Г, НП-50Г. Применяют также порошковые проволоки марок ПП-АНЗ, ПП-АН4, ПП-ЗХ2В8Т, ПП-Х12ВФТ и др.
Для наплавки в среде углекислого газа используют аппараты моделей А-547-Р, А-547-У, М1С 445 5, «Кедр М1С-300СВ», А-577-У и др., а также специальные наплавочные установки моделей У-651, У-653,
УН-3, ОКС-22084, РМ-4, РМ-5 и др. В качестве источников питания применяют сварочные выпрямители моделей ВДГ-303-3, ВДУ-506П, ВДУ-505, ВДУ-506С, ВДУ-601 и др.
Для холодной сварки чугуна в углекислом газе хорошие результаты дает проволока марки ПАНЧ-11. Это проволока на никелевой основе, ее можно применять также и без газовой защиты.
Наплавка (сварка) в среде защитных газов имеет ряд достоинств:
- высокая производительность, незначительно уступающая сварке или наплавке под флюсом;
- возможности проведения наплавки в любом пространственном положении;
- отсутствие шлаковой корки упрощает ведение процесса;
- детали в процессе наплавки меньше нагреваются, поэтому можно производить наплавку (сварку) тонкостенных деталей;
- возможность получения наплавленных слоев небольшой толщины.
К недостаткам этого вида наплавки следует отнести ограниченную возможность получения твердых и износостойких наплавленных слоев, разбрызгивание металла при сварке.
Особенности наплавки порошковой проволоки
На ремонтных предприятиях (особенно в промышленности) все большее применение находит восстановление деталей наплавкой порошковыми проволоками, которые позволяют в широких пределах осуществлять легирование наплавленного металла. Порошковые проволоки с внутренней защитой устраняют неудобства, связанные с применением специальных защитных сред (флюсов, газов, жидкостей и др.), обеспечивают возможность получения сравнительно небольшой глубины проплавления основного металла и при одинаковом тепловом воздействии на деталь позволяют существенно повысить производительность наплавки.
Отмеченные достоинства порошковых проволок, а также большая маневренность и простота процесса наплавки, возможность нанесения наплавленного металла на восстанавливаемые детали различной геометрической формы и размеров позволяют сделать вывод о том, что наплавка порошковыми проволоками (особенно с внутренней защитой) является весьма перспективным способом восстановления деталей машин. Вместе с тем отметим, что в настоящее время порошковые проволоки относительно дороги.
Некоторые конструкции порошковой проволоки (ПП) показаны на рис. 5.3.

Наиболее простой в технологическом отношении является обычная трубчатая порошковая проволока (рис. 5.3). Сердечник порошковых проволок, используемых для наплавки под флюсом и в углекислом газе, состоит в основном из легирующих элементов, а у порошковых проволок для наплавки открытой дугой сердечник кроме легирующих элементов содержит еще шлако- и газообразующие вещества. В состав сердечника всех видов порошковых проволок вводят также раскислители.
Все материалы, используемые для шихты порошковой проволоки, готовят в виде порошков и хорошо перемешивают. Для составления шихты порошковой проволоки применяют в основном следующие материалы: феррохром, ферросилиций, ферромарганец, ферротитан, феррованадий, железный порошок, графит и др.
Шлако- и газообразующая основа порошковых проволок с внутренней защитой строится на системе СаС03 — CaFe2 — ТЮ2, которая обеспечивает хорошее формирование наплавляемого металла и позволяет в широком диапазоне изменять режимы наплавки. Оптимальное содержание шлако- и газообразующих элементов составляет 10—13% от массы шихты. Кремнефтористый натрий (NaSiF6) в количестве 1—2% вводится в состав шихты порошковой проволоки для предупреждения возникновения в наплавленном металле пор.
Технологический процесс изготовления порошковой проволоки различных диаметров включает в себя профилирование ленты с одновременным заполнением ее шихтой и волочение проволоки для уменьшения ее диаметра до заданных размеров и уплотнения шихты. Кроме волочения используется и такой способ производства порошковой проволоки, как прокатка. Могут применяться и другие способы.
Результаты исследований по определению твердости и относительной износостойкости металла, наплавленного различными порошковыми проволоками (наплавочная и сварочная), приведены в табл. 5.2. В качестве основного металла использовалась сталь Ст 45. Наплавка выполнялась в один слой при оптимальных условиях и режимах наплавки, установленных для образцов и деталей диаметром 40—80 мм, что соответствует размерам большинства восстанавливаемых деталей техники.
Таблица 5.2
Твердость и относительная износостойкость металла, наплавленного различными порошковыми проволоками

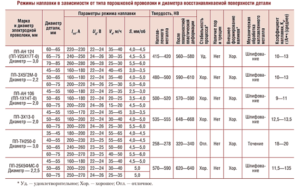
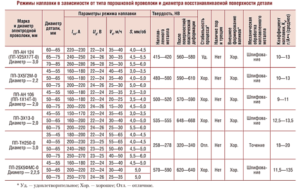
Наплавку порошковой проволокой с внутренней защитой рекомендуется выполнять на постоянном токе обратной полярности с использованием источников тока с жесткими внешними характеристиками. При наплавке порошковыми проволоками могут применяться стандартные наплавочные автоматы и полуавтоматы. Для исключения появления в наплавленном металле пор необходимо перед наплавкой прокалить порошковую проволоку при Т= 250 °С в течение 2—2,5 ч и до минимального значения уменьшить напряжение сварочной дуги. Относительный расход порошковой проволоки составляет примерно 1,15—1,35 кг на 1 кг наплавленного металла. В настоящее время выпускаются порошковые проволоки различных диаметров и легирования. Для наплавки крупногабаритных деталей металлургического оборудования, землеройных машин, штампов и др. применяются, как правило, высоколегированные порошковые проволоки большого диаметра 3,6—3,8 мм. Режимы наплавки наиболее распространенных порошковых проволок приведены в табл. 5.3.
Режимы наплавки в зависимости от типа порошковой проволоки и диаметра восстанавливаемой поверхности детали