Тракторист категории «В»
Сварка стыков труб высокого давления термитно-прессовым способом
Состыкованные трубы нагревают до сварочного состояния термитным металлом и шлаком. Тепло от термитного металла к стыку передается через шлаковую корку, которой предварительно покрывается поверхность сварочной зоны. Когда температура стыка достигает необходимой величины, производят осадку стыка. Этим заканчивается сварка.
Термитная шихта, используемая для этой цели, состоит только из порошка алюминия и железной окалины.
Две трубы с предварительно обработанными механическим способом торцами устанавливают на центрирующем приспособлении. Торцы обезжиривают и плотно сжимают. Стык уплотняют специальной
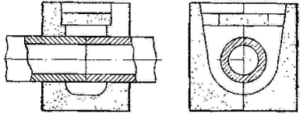
Рис. 2.9. Сварочные формы для толстостенных труб
чеканкой, чтобы исключить возможность проникновения в него жидкого шлака.
Сварочные формы разового применения для термитной сварки толстостенных труб (рис. 2.9) представляют собой металлический каркас из листовой стали толщиной 1,5 мм, в который по соответствующей модели набивается огнеупорная масса, состоящая из 80% песка и 20% огнеупорной глины. Формы сушат при температуре 300—400 °С.
Конический ковш для сжигания термитной шихты изготовляют из листовой стали толщиной 2 мм, который покрыт слоем магнезита перед применением. Кроме сушки, он подвергается прокалке при температуре 900 °С. Этим ковшом можно пользоваться до 15—20 раз.
В установленные на стык формы укладывают вкладыш, предохраняющий поверхность труб от размывания их потоком жидкого шлака и металла. Поверхности сопряжения форм с трубами промазываются глиной.
Один из торцов свариваемых труб необходимо надежно перекрыть глиняной пробкой, чтобы исключить возможность циркуляции воздуха внутри труб при их сварке.
В ковш засыпают необходимое количество термитной шихты. Поджигают шихту термитными спичками. Через 10—12 сс момента зажигания, когда реакция распространится на всю шихту, ковш осторожно наклоняют и широкой непрерывной струей выливают содержимое во внутреннюю полость сварочных форм.
Жидкий шлак, попадая на холодную поверхность труб, мгновенно обволакивает ее пленкой, предохраняющей трубы от соприкосновения с перегретой жидкой сталью. Через 6—8 мин стык труб нагревается до сварочного состояния, при котором трубы осаживаются на 6—10 мм гидравлическим домкратом. Через 15—20 мин удаляют формы и сбивают шлак. Стык, сваренный термитно-прессовым способом, имеет чистую внутреннюю поверхность и небольшое увеличение диаметра снаружи. После термитно-прессовой сварки стык должен быть подвергнут местной термообработке.
На действующих газопроводах для предохранения их от разрушения почвенной коррозией осуществляется электродренажная защита — привариваются стальные стержни, которые подключаются к источникам постоянного тока. Стальные стержни припаривают только термитом. Использование других видов сварки — электрической или газовой — недопустимо, так как в ходе сварки может произойти прожог труб, по которым подается горючий газ под давлением. Термит для приварки стержней дренажной защиты состоит из железоалюминиевой шихты с введением в нее дополнительно магния и ферромарганца.
Для термитной приварки выводов электрохимической защиты следует применять:
- медные термитные смеси, упакованные в разовые тигель-формы (рис. 2.10);
- медные термитные смеси или термокарандаши (из прессованной термитной смеси на клеевой основе) в комплекте с многоразовыми графитовыми тигель-формами (рис. 2.11) из двух полутиглей.
- медные термитные смеси, спрессованные на клеевой основе в карандаши (термокарандаши) с многоразовыми графитовыми тигель-формами;
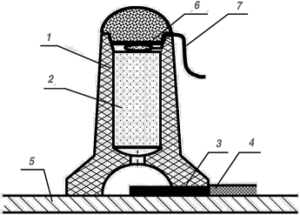
Рис. 2.10. Схема установки РТФ:
1 — разовая тигель-форма; 2 — термитная смесь; 3 — вывод ЭХЗ; 4 — провод вывода ЭХЗ; 5 — стенка газопровода; 6 —термоподжиг; 7 — огнепроводный шнур
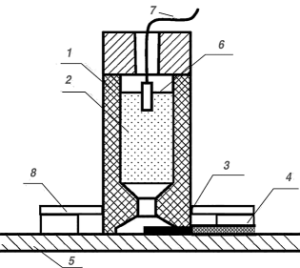
Рис. 2.11. Схема установки многоразовой тигель-формы:
1 — многоразовая тигель-форма, 2 — термитная смесь, 3 — вывод ЭХЗ, 4 — провод вывода ЭХЗ, 5 — стенка газопровода, 6 —термоподжиг,
7 — огнепроводный шнур, 8 — магнитные башмаки
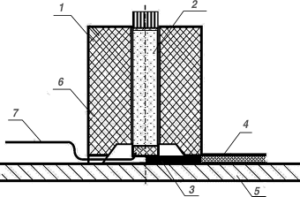
Рис. 2.12. Схема установки графитовой оправки и паяльно-сварочного стержня: 1 — многоразовая графитовая оправка, 2 -паяльно-сварочный стержень, 3 — теплоотводящая трубка с выводом ЭХЗ, 4 — провод вывода ЭХЗ, 5 — стенка газопровода, 6 — зажигательная головка стержня ЭХЗ, 7 — огнепроводный шнур
- медные термитные смеси, упакованные в цилиндрическую оболочку из ламинированной бумаги (паяльно-сварочные стержни), с многоразовыми графитовыми оправками (рис. 2.12).
На трассе газопровода в месте присоединения вывода в грунте вырывается приямок размером 1 х 1,5 м в основании и глубиной до половины диаметра трубы газопровода с уступками для обеспечения выхода сварщика из приямка. Откосы приямка выполняются с учетом естественного откоса грунта (рис. 2.13). На верхней части трубы снимается слой изоляции площадью 100х 150 мм с зенитом ±10°. Поверхность трубы тщательно очищается от остатков изоляции, грунта и пыли. Место приварки на трубе зачищается напильником до металлического блеска и протирается бензином или ацетоном. Подготовка и приварка выводов ЭХЗ с применением медных термитных смесей в комплекте с графитовыми тигель-формами выполняется в следующей последовательности:
- подготовить медный или стальной вывод ЭХЗ, удалив на торце присоединяемого кабеля изоляцию на расстоянии 120 мм;
- провести осмотр многоразовых, разовых тигель-форм или оправок. Не допускается применять тигель-формы и оправки с трещинами, сколами опорного торца, неплотностями поверхностей замыкания полутиглей многоразовых тигель-форм;
- подготовка опорного торца тигель-формы или оправки для плотного прилегания рабочей поверхности к трубе должна производиться заблаговременно притиранием на наждачной бумаге, уложенной на трубу (элемент трубы) того же диаметра.
Установка тигель-формы или оправки на место приварки выводов ЭХЗ должна производиться на предварительно зачищенную механическим способом и обезжиренную бензином или ацетоном поверхность
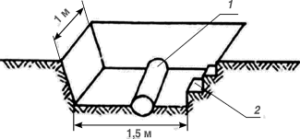
Рис. 2.13. Приямок для приварки проводов ЭХЗ: 1 — газопровод; 2 — уступки
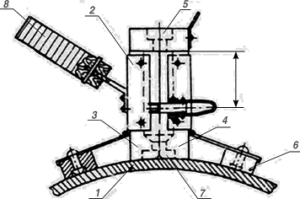
Рис. 2.14. Установка тигель-формы на трубу:
1 — газопровод; 2 — кожух с замком и рукояткой; 3, 4 —полутигли; 5 — крышка с запальным отверстием; 6 — магнитные башмаки; 7 — литниковая камера; 8 — ручка трубопровода. Канал для установки вывода ЭХЗ должен располагаться по оси трубопровода в верхней четверти периметра трубопровода с максимальным отклонением от зенита +10° (рис. 2.14).
Конец провода вывода ЭХЗ или теплоотводящая металлическая трубка, которая надевается на конец провода вывода ЭХЗ, должны быть введены в литниковую камеру тигель-формы или графитовой оправки. Вскрытие индивидуальной упаковки и контроль внешнего вида сварочных материалов для приварки выводов ЭХЗ должны производиться непосредственно перед установкой и применением.
При применении для приварки выводов ЭХЗ медной термитной смеси в сочетании с многоразовой графитовой тигель-формой из двух полутиглей предварительно на дно камеры сгорания устанавливается стальная или медная мембрана толщиной 0,3 ± 0,02 мм. С целью исключения попадания термосмеси в полость тигель-формы мембрана должна устанавливаться ровно, без перекосов.
До вскрытия герметичной упаковки термитной смеси массой 1 кг необходимо произвести перемешивание упаковки путем встряхивания. После вскрытия упаковки термитная смесь высыпается в центральный канал многоразовой тигель-формы мерной емкостью (стаканом), входящей в комплект, соответствующей послойным уплотнением.
Паяльно-сварочные стержни или термокарандаши устанавливаются в центральный канал графитовой оправки или тигель-формы.
Поджиг термосмеси термоспичкой осуществляется путем быстрого опускания зажженной спички в отверстие тигель-формы.
Огнепроводный шнур для поджига термосмеси выводятся наружу через запальное отверстие крышки тигель-формы или через шлакоотводящий канал графитовой оправки.
Поджиг огнепроводного шнура замедленного горения производится источником открытого огня (спичкой, термоспичкой и др.) либо посредством передатчика и приемника устройства дистанционного поджига УТП-ДУ.
С целью исключения попадания брызг расплавленной меди рекомендуется защищать поверхность газопровода инвентарными защитными экранами из несгораемого материала (металлические кольца, полукольца) или уложенным влажным песком в радиусе от 20 до 30 см от места приварки.
По окончании приварки выводов ЭХЗ необходимо:
- дать остыть месту приварки в течение не менее 5 мин, снять тигель-форму или оправку легким пошатыванием;
- зачистить наплавку и место приварки вывода ЭХЗ от шлака металлической щеткой с последующей зачисткой наждачной бумагой до металлического блеска;
- провести визуальный и измерительный контроль размеров наплавки: высота наплавки над выводом ЭХЗ должна быть 3,0—7,0 мм, диаметр — 25,0—35,0 мм, допускаются отдельные поры на поверхности наплавки диаметром до 1,0 мм;
- проверить прочность приварки вывода ЭХЗ трех-четырехкратным изгибом рукой приваренного вывода в касательном к поверхности трубы направлении;
- очистить от шлака и брызг расплавленной меди многоразовую тигель-форму, графитовую оправку, не повреждая поверхностей, зачистить шлифшкуркой («нулевкой») на тканевой основе литниковую камеру для последующего применения, шлако- и газоотводящие каналы графитовой оправки зачищают при помощи развертки или сварочного электрода диаметром от 4,0 до 5,0 мм.
Требования и технологические операции приварки шунтирующих перемычек ЭХЗ, аналогичны требованиям к технологическим операциям выводов ЭХЗ.