Профессия Сварщик ручной дуговой сварки плавящимся покрытым электродом
- Начни обучение по специальности Сварщик ручной сварки прямо сейчас
- Пройди обучение сварщика ручной дуговой сварки, пройди тест и приступи к работе
- Программа направлена на освоение новых знаний и компетенций в области ручной дуговой сварки, а также получение профессии «Сварщик ручной дуговой сварки плавящимся покрытым электродом»
Содержание курса
-
Охрана труда
- Законодательство об охране труда Пробное занятие
- Основные статьи Трудового кодекса по вопросам охраны труда Пробное занятие
- Правила внутреннего распорядка и трудовая дисциплина. Пробное занятие
- Органы надзора по охране труда Пробное занятие
- Порядок оформления допуска к работам с повышенной опасностью Пробное занятие
- Ответственность за нарушение требований охраны труда, производственных инструкций Пробное занятие
- Порядок расследования несчастных случаев и аварий на производстве Пробное занятие
- Основные причины производственного травматизма при выполнении сварочных работ Пробное занятие
- Порядок допуска к работам Пробное занятие
- Индивидуальные и коллективные средства защиты, правила пользования ими Пробное занятие
- Оказание доврачебной помощи пострадавшим при ранении, отравлении и других несчастных случаях Пробное занятие
-
Правила техники безопасности
- Техника безопасности при выполнении сварочных работ Пробное занятие
- Инструкция по охране труда при выполнении сварочных работ Пробное занятие
- Правила техники безопасности при ручной дуговой резке Пробное занятие
- Правила пользования ручным, пневматическим и электрическим инструментом Пробное занятие
- Основные требования охраны труда при размещении грузов Пробное занятие
- Защитные и предохранительные устройства Пробное занятие
- Инструкция по охране труда при работе с легковоспламеняющимися жидкостями, горючими жидкостями и опасными веществами Пробное занятие
-
Производственная санитария
-
Пожарная безопасность
-
Электробезопасность
-
Промышленная безопасность
-
Основы электротехники
- Электрический заряд Пробное занятие
- Электрическая цепь Пробное занятие
- Постоянный и переменный ток Пробное занятие
- Электродвижущая сила как мера сторонних сил Пробное занятие
- Тепловое действие тока, плотность тока и их влияние на нагрев проводников Пробное занятие
- Химические источники электрического тока Пробное занятие
- Гальванический элемент, принцип работы Пробное занятие
- Понятие и виды трансформаторов Пробное занятие
- Принцип выпрямления тока с помощью полупроводниковых элементов Пробное занятие
- Трехфазные выпрямители Пробное занятие
- Пускорегулирующая аппаратура Пробное занятие
-
Материаловедение
- Металлы и сплавы Пробное занятие
- Обработка стали Пробное занятие
- Назначение сварочной проволоки и требования к ней Пробное занятие
- Электроды для ручной дуговой сварки Пробное занятие
- Хранение и транспортировка сварочных материалов Пробное занятие
- Характеристика неплавящихся электродов Пробное занятие
- Защитные газы Пробное занятие
- Особенности металлургических процессов при различных видах сварки Пробное занятие
-
Чтение чертежей и схем
-
Допуски и технические измерения
-
Сварочное оборудование
- Оборудование для дуговой сварки Пробное занятие
- Однопостовые и многопостовые сварочные преобразователи Пробное занятие
- Осцилляторы Пробное занятие
- Импульсные возбудители дуги Пробное занятие
- Аппаратура для сварки в защитных газах Пробное занятие
- Электродержатели Пробное занятие
- Сварочные щитки Пробное занятие
- Сварочные горелки Пробное занятие
- Марки сварочного кабеля и их характеристики Пробное занятие
- Основные виды сборочно-сварочных приспособлений Пробное занятие
- Приспособления для сварки труб Пробное занятие
-
Технология выполнения сварочных работ
-
Технология ручной дуговой сварки (наплавки) плавящимся покрытым электродом
-
Дефекты, контроль сварных швов и соединений
Импульсные возбудители дуги
Это такие устройства, которые служат для подачи синхронизированных импульсов повышенного напряжения на сварочную дугу переменного тока в момент изменения полярности. Благодаря этому значительно облегчается повторное зажигание дуги, что позволяет снизить напряжение холостого хода трансформатора до 40 – 50 В.
Импульсные возбудители применяют только для дуговой сварки в среде защитных газов не плавящимся электродом. Возбудители с высокой стороны подключаются параллельно к сети питания трансформатора (380 В), а на выходе – параллельно дуге.
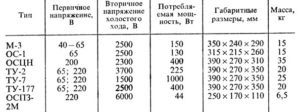
Импульсные возбудители дуги более устойчивы в работе, чем осцилляторы, они не создают радиопомех, но из-за недостаточного напряжения (200 – 300 В) не обеспечивают зажигания дуги без соприкосновения электрода с изделием. Возможны также случаи комбинированного применения осциллятора для начального зажигания дуги и импульсного возбудителя для поддержания ее последующего стабильного горения.
Разработанный Институтом электросварки имени Е. О. Па- тона генератор импульсов ГИ-1 имеет мощность 100 Вт, его габариты 275×305×340 мм.