Тракторист категории «В»
Термитная сварка многопроволочных проводов
Наиболее надежным способом соединения алюминиевых жил проводов и кабелей является термитная сварка. Ее преимущества: высокая надежность соединений, простота технологии, малые габариты и малый вес приспособлений, независимость от источников энергии.
При строительстве электрических установок высокого напряжения часто приходится сваривать стыки многопроволочных проводов. Перед сваркой производят механическую подготовку и обезжиривание стыков, закладывают подготовленные концы проходов в цилиндрический термитный патрон и закрепляют их в сварочных клещах.
Стык проводов при поджигании термитного патрона и в процессе сварки должен быть в горизонтальном положении. После осадки проводов клещами процесс сварки заканчивается. Остывший шлак необходимо сбить.
При сварке сталеалюминиевых и алюминиевых проводов со сваренного стыка необходимо удалять металлический кокиль-оболочку термитного патрона.
Сварка алюминиевых жил проводов и кабелей сечением 16— 240 кв. мм выполняется в термитных патронах марки А. Известные трудности представляет сварка однопроволочных секторных жил кабелей, так как размер жилы по оси сектора несколько больше внутреннего отверстия алюминиевого колпачка патрона. До выпуска колпачков для однопроволочных секторных жил последние спрямляются специальным инструментом (тип ИСК), а пустоты между жилами и колпачками заполняются отрезками алюминиевых проволок.
При сварке жил кабелей с пластмассовой изоляцией сечением 70 кв. мм и выше необходимо (как это установлено практикой) на изоляцию жил на участках 80 мм накладывать подмотку из увлажненного асбестового шнура или войлока толщиной не менее 10 мм.
В практике применения термитной сварки должны точно соблюдаться основные требования инструкции, нарушение которых резко ухудшает качество сварки. К их числу относятся:
- тщательное уплотнение кокилей асбестовым шнуром, чтобы избежать подплавления жил при выходе из кокиля или протекания металла;
- введение присадки в сварочную ванну одновременно с началом горения муфеля (запаздывание с введением присадки вызывает при- горание кокиля);
- покрытие внутренней поверхности кокилей мелом для предохранения от прикипания алюминия к кокилю;
- тщательная зачистка присадочной проволоки от окиси, чтобы последняя в меньшей степени попадала в сварку соединений;
- правильное поджигание термитного патрона спичкой (воспламенившуюся спичку вплотную приблизить к муфелю и производить как бы натирание торца муфеля боковой поверхностью горящей спички).
Наряду с освоенным и широко применяемым способом соединения жил алюминиевых кабелей и проводов воздушных линий с помощью термитных патронов, в последнее время внедрена термитная сварка однопроволочных алюминиевых проводов сечением до 10 кв. мм.
Термитный патрон имеет маркировку АТО (алюминиевый, термитный, однопроволочный). К индексу АТО добавляется цифра, обозначающая суммарное сечение свариваемых проводов в скрутке. Максимальное суммарное сечение для сварки термитным патроном — 32 кв. мм (2х 10…2*6 кв. мм), максимальный диаметр скрутки — 8 мм.
Термитный патрон состоит из металлического трубчатого кокиля и термитного кольца. На зачищенные и скрученные провода, установленные в вертикальном или наклонном положении, надевают патрон, который подбирается по суммарному сечению проводов в скрутке, и поджигают термитной спичкой. После сгорания термитной массы расплавленный алюминий слегка осаживают стальной проволочной мешалкой для разрушения оксидной пленки, снимают шлак от сгоревшего патрона. Стальной кокиль со скрутки не снимается. Подмотка шнурового асбеста внизу кокиля необязательна, так как расплавленный в верхней части скрутки алюминий после выхода из зоны нагрева затвердевает и образует пробку у нижнего основания кокиля.
При термитной сварке используют патроны различных конструкций. Соединения алюминиевых жил сечением 16—800 кв. мм встык
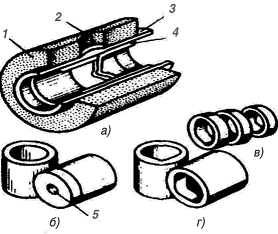
Рис. 2.21. Патрон ПА (а) и детали к нему для термитной сварки:
(б) — алюминиевые колпачки к патрону, (в, г) — алюминиевые шайбы и втулки:
1 — термитный муфель, 2 — литниковое отверстие, 3 — стальной кокиль, 4 — втулка, 5 — отверстие в донышке втулки для контроля глубины вхождения в него жил
и приварку наконечников ЛС на жилах сечением 300—800 кв. мм производят термитными патронами ПА (рис. 2.21).
Термитные патроны подбирают в зависимости от сечения свариваемых жил, перед сваркой снимают на необходимую длину изоляцию с жил. Жилы зачищают, обезжиривают и покрывают тонким слоем флюса ВАМИ (хлористый калий — 50%, хлористый натрий — 30%, криолит — 20% по массе). На концы жил насаживают алюминиевые колпачки или секторные втулки (предохраняют поверхность жил от непосредственного соприкосновения с кокилем патрона). Затем мелом покрывают внутреннюю поверхность кокиля, устанавливают охладители и экраны, выполняют уплотнения асбестовым шнуром. Для поджигания термитных патронов используют специальные спички. По мере горения муфеля в кокиль сплавляют присадочный пруток, а образовавшуюся сварочную массу тщательно перемешивают. После кристаллизации расплавленного металла удаляют литниковую прибыль и закругляют кромки монолитной цилиндрической части сварного соединения. Место соединения зачищают стальной щеткой, протирают салфеткой, смоченной в бензине или ацетоне, до полного удаления шлаков и опилок. Технологические операции, выполняемые при термитной сварке, показаны на рис. 2.22.

Рис. 2.22. Термитная сварка жил: (а) — ввод присадочного прутка и перемешивание расплава, (б) — уплотнение кокилей шнуровым асбестом;
1 — мешалка, 2 — присадочный пруток, 3 — охладитель,
4 — экран для тепловой защиты жил, 5 — термитный патрон, 6 — штатив