Сварщик дуговой сварки плавящимся электродом в защитном газе
Защитные газы
В качестве защитных газов при сварке плавлением применяют инертные газы, активные газы и их смеси.
Инертные газы.
Инертные сварочные газы
Инертными называют газы, не способные к химическим реакциям и практически не растворимые в металлах. Это одноатомные газы, атомы которых имеют заполненные электронами наружные электронные оболочки, чем и обусловлена их химическая инертность. Из инертных газов для сварки используют аргон, гелий и их смеси. Аргон марки А рекомендуется применять для сварки и плавки активных и редких металлов (титана, циркония и ниобия) и сплавов на их основе,а также для сварки особо ответственных изделий из других материалов на заключительных этапах изготовления. Аргон марки Б предназначен для сварки и плавки плавящимся и неплавящимся вольфрамовым электродом сплавов на основе алюминия и магния, а также других сплавов, чувствительных к примесям растворимых в металле газов. Аргон марки В рекомендуется для сварки и плавки хромоникелевых коррозионно стойких и жаропрочных сплавов, легированных сталей различных марок и чистого алюминия. Гелий подобно аргону химически инертен, но в отличие от него значительно более легок. Гелий легче воздуха, что усложняет защиту сварочной ванны и требует большего расхода защитного газа. По сравнению с аргоном гелий обеспечивает более интенсивный нагрев зоны сварки, что обусловливается большим градиентом падения напряжения в дуге. Гелий поставляют по МРТУ 51-77-66 двух сортов — гелий высокой чистоты и гелий технический. Инертные газовые смеси: Аргон и гелий. Обладая большей плотностью, чем гелий, такие смеси лучше защищают металл сварочной ванны от воздуха. Особенно хорошими защитными свойствами обладает инертная газовая смесь, состоящая из 70 об.% аргона и 30. об.% гелия. Плотность такой смеси близка к плотности воздуха. Для сварки химически активных металлов находит применение инертная смесь, содержащая 60—65 об. % гелия, а остальное аргон.Инертные газовые смеси хотя заметно дороже, чем аргон, но превосходят его по интенсивности выделения теплоты электрической дуги в зоне сварки.
Это имеет существенное значение при сварке металлов с высокой теплопроводностью. Смеси инертных и активных газов находят все более широкое применение при сварке плавящимся электродом сталей различных классов ввиду их технологических преимуществ: меньшей по сравнению с активными газами интенсивностью химического воздействия на металл сварочной ванны; высокой устойчивости дугового процесса; благоприятного характера переноса электродного металла через дугу. Аргон и кислород (другой окислительный газ) существенно повышают устойчивость горения дуги и улучшает качество формирования сварных швов. Наличие кислорода в атмосфере дуги способствует более мелко капельному переносу электродного металла. Это обусловлено поверхностно-активным действием кислорода на железо и его сплавы.Растворяясь в жидком металле и скапливаясь преимущественно на поверхности,кислород значительно снижает его поверхностное натяжение. В результате облегчается образование отдельных капель металла, а их размер уменьшается.Поэтому для сварки стали применяют не чистый аргон, а смеси с кислородом и углекислым газом Аr-О2, Аr-СО2, Аr-СО2-О2. Аргоно-водородную смесь (до 20 об. %Н2) применяют при микроплазменной сварке. Наличие водорода в смеси обеспечивает сжатие столба плазмы, делает его более острым, сконцентрированным. Кроме того,водород создает в зоне сварки необходимую в ряде случаев восстановительную атмосферу.
Активные газы
Активными защитными газами называют газы,способные защищать зону сварки от доступа воздуха и вместе с тем химически реагирующие со свариваемым металлом или физически растворяющиеся в нем. При дуговой сварке стали в качестве защитной среды применяют углекислый газ. Ввиду химической активности его по отношению к вольфраму сварку в этом газе ведут только плавящимся электродом. Применение углекислого газа обеспечивает надежную защиту зоны сварки от соприкосновения с воздухом и предупреждает азотирование металла шва. Углекислый газ оказывает на металл сварочной ванны окисляющее, а также науглероживающее действие. Из легирующих элементов ванны наиболее сильно окисляются алюминий, титан и цирконий, менее интенсивно — кремний, марганец, хром, ванадий и др. Препятствием для применения углекислого газа в качестве защитной среды прежде являлись поры в швах.
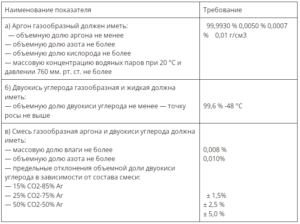
Поры вызывались кипением затвердевающего металла сварочной ванны от выделения СО вследствие недостаточной его раскисленности. Применение сварочных проволок с повышенным содержанием кремния устранило этот недостаток, что позволило широко использовать углекислый газ в сварочном производстве. Находит промышленное применение при сварке низкоуглеродистых и низколегированных конструкционных сталей. Общие технические требования к защитным газам Защитные газы (активные, инертные газы и их смеси) для механизированной и автоматической сварки должны соответствовать требованиям ГОСТ 10157 (аргон газообразный высший сорт), ГОСТ 8050 (двуокись углерода газообразная и жидкая высший сорт), ТУ и сертификатов качества.
Получение кислорода.
Большое количество кислорода используется в промышленности, в медицине, в других областях человеческой деятельности. Промышленные количества кислорода получают из жидкого воздуха. Сначала воздух сжимают мощными компрессорами – при этом он, как любой сжимаемый газ, сильно нагревается. Если вам приходилось энергично накачивать велосипедную камеру, то вы должны помнить, что корпус насоса и шланг нагреваются довольно заметно.
Сжатый воздух в больших баллонах-емкостях охлаждается. Затем его подвергают быстрому расширению через узкие каналы, снабженные турбинками для дополнительного отбора энергии у молекул газа. Эти устройства называются турбодетандерами. При расширении любого газа всегда происходит его охлаждение. Если газ был сжат очень сильно, то его расширение может привести к такому сильному охлаждению, что часть воздуха сжижается. Жидкий воздух собирают в специальные сосуды, называемые сосудами Дьюара (рис. 6-2).

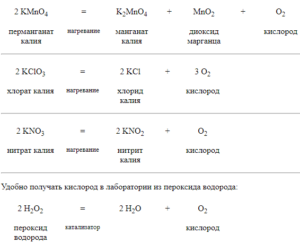
Чаще всего кислород получают нагреванием таких веществ (в состав которых кислород входит в связанном виде), как перманганат калия (марганцовка), хлорат калия (бертолетова соль), нитрат калия (селитра):
Основные правила безопасности при работе с кислородом
Работая с кислородом, специалист обязан следовать ряду правил, которые позволит безопасно выполнить поставленную руководителем задачу и исключить возникновение возгорания или взрыва. Среди основных правил выделяют:
- Правильное хранение и постановка в пространстве кислородного баллона. Он должен находиться в таком положении, при котором не сможет упасть на пол, то есть быть закреплён на устойчивой поверхности.
- При перевозке баллона необходимо проверить наличие на нём защитного колпака. При отсутствии такого в качестве средства предохранения от внешних факторов воздействия использован специальный чемодан.
- Нельзя касаться кислородного баллона мокрыми или замасленными руками или материалами.
- Не смазывать кислородные баллоны маслами или другими не допустимыми веществами.
- При использовании кислородного баллона, проверить нахождение масел или других взрывоопасных жидкостей на безопасном расстоянии от баллона.
- Перед использованием кислородного баллона вымыть тщательно руки, освободить от пластыря, бензина, масел и других веществ, которые могут вызвать возгорание при контакте с кислородом.
- Затягивать гайки баллона следует осторожно, согласно инструкции по эксплуатации.
- Перед использованием кислородного баллона нужно оптимизировать давление в нём согласно инструкции по эксплуатации.
- Избегать скачков давления при эксплуатации кислородного баллона.
- Не используйте кислородные баллоны в закрытых помещения, так как уровень кислорода в воздухе рабочей зоны влияет на его взрыво- и пожароопасные свойства.
- Не используйте дезинфекторы или растворители при очистке поверхности кислородного баллона.
- Используйте в целях очистки поверхности кислородного баллона только чистые и сухие ткани такими же руками.
- Недопустима большая концентрация кислорода в воздухе рабочей зоны при контакте с кислородным баллоном.
- Не курите и не используйте открытый огонь на территории рабочей зоны, которая подразумевает нахождение кислородного баллона.
- Проводите регулярное освидетельствование баллонов.
- Следите за давлением в помещении, где находится кислородный баллон.
- Небольшое остаточное давление – необходимое условие правильного и безопасного наполнения кислородного баллона, что весьма важно для такого вещества, используемого в медицинских целях.
- При использовании кислородного баллона в медучреждениях, проверьте его срок годности. По его истечении недопустимо его прямое назначение, но в качестве продукта использования для сварки он приемлем.
- Контролируйте раздутие баллона при его эксплуатации.
- Ремонт или обслуживание кислородного баллона может проводиться только специально обученными работниками, самостоятельный ремонт может повлечь за собой возникновение пожара или взрыва на рабочем месте.
Вышеперечисленные правила безопасности а также обучение пожарной безопасности помогут использовать кислородный баллон строго в указанных инструкцией целях и оградить работников от несчастных случаев при контакте с этим веществом. Если ведутся работы по газопламенной резке обучение газорезчиков и повышение квалификации обязательны!
Горючие газы: виды, свойства и применение
Горючие газы — это летучие вещества, которые при смешивании с воздухом в определенных пропорциях при нормальных условиях создают взрывоопасную среду. Их физико-химические параметры зависят от наличия примесей и доли негорючих компонентов в составе.
Различают:
- Газ из месторождений. Природные залежи в основном состоят из метана с небольшими примесями этана, пропана и бутана. Находятся на расстоянии до 1500 метров от поверхности земли и сконцентрированы в галечниках или песчанниках. Состав природного газа отличается постоянством.
- Искусственно полученные — как побочные продукты нефтепереработки или в результате термической обработки твердого топлива, например, кокса. В этом случае состав изменчив. Зависит от природы и условий раздела смесей, а также газового фактора.
Основные свойства горючих газов:
- Жаропроизводительность — это максимальная температура при сгорании топлива в среде с достаточным количеством воздуха.
- Температура воспламенения — минимальная температура достаточная для самопроизвольного возгорания при отсутствии источника огня. Эта характеристика важна для уточнения возможного температурного диапазона для оборудования, работающего в газоопасной среде.
- Температура вспышки — минимальная температура, в которой образуется достаточно пара для возгорания от искры. Это и предыдущее свойство могут существенно отличаться.
В смеси с кислородом такие составы широко применяют для газопламенной обработки металла. Какие горючие газы применяют при газовой сварке? Самый популярный из них — ацетилен.
А вот для газовой резки, когда пламя необходимо только для поддержания нагрева заготовки, используют более дешевые альтернативы:
- водород;
- коксовый газ;
- пропан;
- городской газ.
Для пайки легкоплавных металлов часто применяют пары горючих жидкостей — бензина или керосина.
Газ для работ выбирают исходя из его теплотворной способности. Это величина обозначает количество теплоты, которое выделяется при сгорании одного кубического метра сырья. Измеряется эта характеристика в килоджоулях. Логично, что чем выше значение, тем меньше расход газа.
Но для протекания реакции необходим кислород. И разные вещества для сгорания требуют разное его количество. От этого зависит эффективная тепловая мощность, т.е. тепло, переходящее в металл за одну единицу времени. Коэффициент замены ацетилена определяют как отношение расхода заменителя к расходу ацетилена, учитывая одну и ту же эффективную мощность пламени.
Ацетилен
Соединение водорода и углерода C2H2 — газ без цвета, но с особым чесночным запахом. Пиролизный ацетилен, полученный из природного газа, на 40% дешевле, чем при использовании в качестве сырья для производства карбида кальция.
Температура самовоспламенения находится в диапазоне 240-630 °C. Ее определяют несколько факторов. Один из них — атмосферное давление. Чем выше давление, тем ниже опускается температура.
| Температура самовоспламенения, °С | Абсолютное давление, МПа |
| 630 | 0,2 |
| 530 | 0,3 |
| 475 | 0,4 |
| 350 | 2,2 |
Второй фактор — наличие примесей. Например, окись меди опускает температуру самовоспламенения до нижней границы диапазона — 240°C. Способность к взрыву снижается при растворении ацетилена в ацетоне и некоторых других жидкостях. При длительном нахождении в помещении с превышением ПДК ацетилена человек ощущает головокружение и тошноту, вплоть до серьезного отравления.
Водород
Газ (H2) без цвета и запаха, более чем в 14 раз легче воздуха. В соединении с ним и кислородом водород образует взрывоопасную смесь. Производят H2 путем воздействия на воду электрическим током. К объекту, где проводятся сварочные работы, газ привозят в стальных зеленых баллонах под давлением 15 МПа. Пламя при сгорании водородно-кислородной смеси не имеет четко обозначенных зон, поэтому его регулировка затруднена.
Коксовый газ
Прозрачен, но обладает отчетливым запахом сероводорода. Его получают при выработке кокса из каменного угля. В составе — метан, водород, другие углеводороды. Чаще всего его применяют для резки стали или сварки легкоплавкого цветмета. К месту проведения работ коксовый газ поставляют газопроводом. Смесь в нем находится под давлением 1,3-1,5 кПа.
Пропан-бутан
Горючая смесь с резким запахом. Ввиду того, что ее плотность превышает плотность воздуха, есть риск скопления ядовитых испарений в районе пола помещения при случайных и неконтролируемых утечках. При длительном нахождении в такой среде у человека наступает дисфункция дыхательного аппарата. Газовую смесь используют при сварке пластмасс, резке сталей или закалке. Доставляют ее по трубопроводу или в красных баллонах под давлением 1,6 МПа. Все манипуляции с тарой проводят в соответствии с выпущенными Федеральной службой по экологическому, технологическому и атомному надзору «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением».
Городской газ
Это понятие подразумевает многокомпонентную горючую смесь, состав которой может изменяться в зависимости от муниципалитета. Есть один общий компонент — природный газ. Как и коксовый, городской газ поставляется по специализированному трубопроводу, только под давлением 0,005-0,3 МПа.
Применение воспламеняющихся газов
Газопламенная обработка металлов — не единственный способ применения горючих смесей. Они востребованы во многих сферах:
- в качестве энергетического топлива;
- в пищевой, стекольной промышленности, металлургии;
- на многих производствах, например, для выпуска стройматериалов;
- для удовлетворения коммунально-бытовых потребностей;
Опасность и меры предосторожности
Основные опасности использования горючих составов тесно связаны с их свойствами.
- Возникновение неконтролируемого воспламенения — возможно при совпадении нескольких условий: превышении предельно допустимых концентраций газов, доступе кислорода и наличии источника огня.
- Токсическое воздействие на человека — отравление газом при случайной утечке или продуктами его сгорания.
- Удушье — случается при недостаточном количестве кислорода или избытке угарного газа в окружающей среде.
Правила ведения газоопасных работ и хранения баллонов регулируют на уровне федерального законодательства:
- ГОСТ 31610.0-2014 — устанавливает требования к оборудованию для работы во взрывоопасных условиях;
- ГОСТ Р МЭК 60079-20-1-2011 — определяет методики испытания пожароопасных газовых составов;
- ГОСТ 30852.9-2002 — квалифицирует взрывоопасные зоны;
- ГОСТ 30319.1-2015 — содержит правила расчета характеристик пригодного газа.
На уровне каждого предприятия также разрабатывают и утверждают нормы пожарной безопасности с учетом особенностей конкретных технологических процессов. Безусловное соблюдение всех требований обеспечит безопасность работникам и сохранность имущества.
Свариваемость металлов
Свариваемость – способность металла образовывать качественные сварные соединения, удовлетворяющие эксплуатационным требованиям конструкции. Различают физическую и технологическую свариваемость.
Физическая свариваемость металлов – свойство материалов давать монолитное соединение, т.е. способность их к взаимной кристаллизации с образованием твердых растворов, химических соединений и мелкодисперсных смесей фазовых составляющих (эвтектик). Эти процессы происходят на границе основного и наплавленного металла и характеризуют свариваемость с точки зрения возможности образования металлической связи и принципиальной возможности получения неразъемных сварных соединений.
Технологическая свариваемость металлов – технологическая характеристика металла, определяющая его реакцию на воздействие сварки и способность образовывать неразъемное сварное соединение с заданными эксплуатационными свойствами с наименьшими затратами. То есть она отражает технологическую реакцию материала на тепловое, силовое и металлургическое воздействие сварки. Свариваемость металла зависит от его химических и физических свойств, типа кристаллической решетки, степени легирования, наличия примесей и ряда других факторов. Свариваемость сталей оценивается по следующим показателям: склонность металла шва к образованию горячих и холодных трещин; склонность к изменению структуры в околошовной зоне и к образованию закалочных структур; физико-механические качества сварного соединения (прочность, пластичность, ударная вязкость и т.п.); соответствие специальных свойств сварного соединения требованиям технических условий на конструкцию (коррозийная стойкость, жаростойкость, жаропрочность, сопротивление хрупкому разрушению при низких температурах и т.п.).
Говоря проще, разница между материалами, обладающими хорошей и плохой свариваемостью, заключается в том, что для соединения последних необходима более сложная технология сварки. Наибольшее влияние на свариваемость сталей оказывает углерод. Свариваемость ухудшается при увеличении содержания углерода, а также ряда других элементов. Для изготовления сварных конструкций в основном применяют конструкционные низкоуглеродистые, низколегированные и легированные стали. Главными трудностями при сварке легированных сталей является их склонность к образованию закалочных структур, горячих и холодных трещин, а также ухудшение механических свойств – в первую очередь снижение пластичности в зоне сварного соединения. Чем выше содержание углерода в стали, тем сильнее проявляются эти недостатки, и тем труднее обеспечить необходимые свойства соединения.
В зависимости от эквивалентного содержания углерода конструкционные стали делят на 4 группы, которые характеризуются удовлетворительной, ограниченной или плохой свариваемостью.
Группа 1: хорошая свариваемость, Сэкв ≤ 0,25%, свариваемость без применения особых приемов (ст.2; ст3; 10Г2; 09Г2; 10Г2С).
Группа 2: удовлетворительная свариваемость, Сэкв -0,25 – 0,35 – требуется строгое соблюдение режимов сварки, применение специальных присадочных материалов, в отдельных случаях – предварительный и сопутствующий подогрев до 100 – 1500 С, термообработка (стали 15ГС, 15 ХМ, 10ХСНД, 14ХГС, 15ХСНД, 15ХГСА, 18Г29).
Группа 3: ограниченная свариваемость, Сэкв – 0,35 – 0,45, требуется подогрев до 100 – 2000 С и отпуск после сварки. Перед сваркой детали подвергают термообработке (стали 12Н1МФ, 20ХМФЛ, 15Х1М1ФЛ, 30ХГС, 35Г2, 30ХМ, 10ГН2МФА, 15Х2НМФА).
Группа 4: плохая свариваемость, Сэкв > 0,45. Высокая склонность к появлению холодных трещин в шве и околошовной зоне. При сварке обязательны предварительный подогрев до 250 – 4000С и последующая термообработка (стали 45Х, 45Г, 40Г2, 40ХС, 40ХМФА, 35ХГСА, 30ХИ3А, 40ХН2МА, 36Х2Р2МФА).
Общие сведения и особенности сварочной металлургии.
По своей природе сварка является металлургическим процессом. Металлургия сварки характеризуется теми физико-химическими процессами, которые протекают в сварочной зоне. Они определяются взаимодействием расплавленного металла со сварочными флюсами, шлаками и газами, а также охлаждением и кристаллизацией металла шва и превращениями основного металла в зоне термического влияния. Эти процессы протекают на всех стадиях дуговой сварки: в период плавления электрода, перехода капли жидкого металла через дуговой промежуток и в самой сварочной ванне. Однако в отличие от общей металлургии, характерной для сталеплавильных агрегатов, условия протекания металлургических процессов при сварке отличаются рядом особенностей, влияющих как на ход их развития, так и на получаемые результаты. Такими особенностями являются:
- Малый объем сварочной ванны и в то же время достаточно большие относительные количества реагирующих фаз в ней.
- Высокие температуры в различных областях сварочной зоны и большой перегрев расплава в ванне.
- Движение жидкого металла, интенсивное перемешивание расплавленных продуктов и их непрерывное обновление и обмен в сварочной ванне.
- Высокие скорости охлаждения и кристаллизации наплавленного металла.
В этих условиях наблюдается активное взаимодействие расплавленного металла с окружающей газовой средой и флюсами, нагретыми до высоких температур. Протекание процессов происходит с большой скоростью. Однако в связи с кратковременностью существования расплава и постоянного обновления взаимодействующих фаз чаще всего они не доходят до полного завершения и большинство реакций в сварочной зоне не достигает равновесного состояния. К тому же создаются условия, препятствующие полному очищению металла шва от различных неметаллических включений, оксидов и газов, которые из-за быстрого затвердевания расплава не успевают выходить на поверхность сварочной ванны и удаляться в шлак. С другой стороны, высокие скорости охлаждения и кристаллизации металла существенно отражаются на строении получаемых швов, приводят к мелкозернистой структуре их, уменьшению химической неоднородности, а в результате – повышению свойств литого металла шва.
Имеющие место металлургические процессы связаны с протеканием определенных химических реакций, в результате которых может происходить окисление или раскисление металла шва, легирование его определенными элементами, растворение и выделение в шве газов и др. Некоторые из них ведут к ухудшению свойств получаемых соединений и являются нежелательными (например, окисление), другие способствуют повышению качества и свойств соединений и часто проводятся преднамеренно, например, раскисление. Поэтому в том или ином случае назначения условий сварки необходимо исходить из анализа прохождения всего комплекса физико-химических процессов, имея в виду, что общим результатом их должно быть получение металла шва с определенными свойствами и определенного химического состава. Это определяется не только составом присадочного и основного металла, но и в значительной степени зависит от характера и интенсивности реакций, протекающих в процессе сварки.