Сварщик дуговой сварки плавящимся электродом в защитном газе
Технология дуговой резки
Электрическая дуговая сварка.
Электрическая дуга может применяться не только для сварки и наплавки, т. е. для соединения металлов, но и для резки. В процессе дуговой резки металл, расплавляемый дугой, вытекает из полости реза.
Дуговая резка выполняется, как правило, вручную угольными (графитовыми) или металлическими электродами. Резка угольными электродами производится на постоянном токе, металлическими — на постоянном и переменном. По производительности труда и чистоте реза дуговая резка значительно уступает газовой резке и имеет поэтому второстепенное значение. Она применяется преимущественно в тех случаях, когда по каким-либо причинам нет возможности применить газовую резку. Дуговая резка применяется при удалении литников и прибылей чугунных отливок; при разборке и разделке в габаритный лом старых металлических конструкций, особенно если эти конструкции имеют швы или детали хромоникелевых аустенитных сталей, требующих обычно специальных методов газовой резки; при монтажных работах для снятия монтажных приспособлении. В последние годы получает применение способ воздушно-дуговой резки, состоящий в том, что разрезаемый металл расплавляется в месте реза угольной дугой и выдувается сжатым воздухом, подаваемым к месту реза с помощью специального сопла, расположенного концентрично электроду. Применение сжатого воздуха увеличивает производительность процесса и чистоту реза и этим расширяет области эффективного применения дуговой резки.
Дуговая резка металлическим плавящимся электродом
Сущность способа резки металлическим плавящимся электродом заключается в том, что сила тока подбирается на 30—40% больше, чем при сварке, и металл проплавляют мошной электрической дугой. Электрическую дугу зажигают у начала реза на верхней кромке и в процессе резки перемещают ее вниз вдоль разрезаемой кромки.
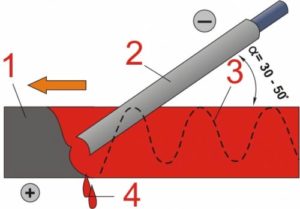
Капли образующегося расплавленного металла выталкивают козырьком покрытия электрода. Козырек одновременно служит и изолятором электрода от замыкания последнего на металл. Основными недостатками этого способа резки являются низкая производительность и плохое качество реза. Режимы ручной дуговой резки стали металлическим плавящимся электродом приведены в табл. 1.
Таблица 1. Режимы резки плавящимся электродом
| Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | Марка металла | Толщина металла, мм | Диаметр электрода, мм | Режим резки | ||
| ток, А | Скорость, м/ч | ток, А | Скорость, м/ч | ||||||
| Низкоуглеродистая сталь | 6
12 25 |
2,5 | 140 | 12,36
7,2 2,1 |
Коррозионностойкая сталь | 6
12 25 |
2,5 | 130 | 12
4,38 3 |
| То же | 6
12 25 |
3 | 190 | 13,8
8,1 3,78 |
То же | 6
12 25 |
3 | 195 | 18,72
8,7 4,5 |
| » | 6
12 25 |
4 | 220 | 15
9,3 4,5 |
» | 6
12 25 |
4 | 220 | 18,9
10,2 5, |
Иногда применяют автоматическую резку под флюсом легированных сталей, имеющих толщину до 30 мм. Резку выполняют на обычных сварочных автоматах сварочной проволокой Св-08 или Св-08А с применением флюса АН-348 (табл. 2).
Таблица 2. Режимы автоматической резки под флюсом
| Толщина разрезаемой
легированной стали, мм |
Диаметр сварочной
прволоки, мм |
Режимы резки | ||
| ток, А | напряжение дуги, В | Скорость, м/ч | ||
| 10 | 4 | 1000 | 40—42 | 34,8 |
| 20 | 4 | 1200 | 42—44 | 30 |
| 30 | 4 | 1500 | 46-50 | 24,9 |
Дуговая резка угольным электродом
При дуговой резке угольными, графитовыми электродами разделение достигают путем выплавления металла вдоль линии его раздела. Этот способ резки применяют при обработке чугуна, цветных металлов, а также стали в тех случаях, когда не требуется соблюдения точных размеров, а ширина и качество реза не имеют значения. Резку выполняют сверху вниз при соблюдении некоторого угла наклона оплавляемой поверхности к горизонтальной плоскости, что облегчает вытекание металла. Резку ведут на переменном или постоянном токе (табл. 3).
Таблица 3. Режимы резки угольным электродом
| Толщина разрезаемой
стали, мм |
Диаметр
электрода, мм |
Режим резки | |
| Ток, А | Скорость, м/ч | ||
| 6 | 10 | 400 | 21 |
| 10 | 18 | ||
| 16 | 10,5 | ||
Дуговая резка неплавящимcя вольфрамовым электродом
Резка в защитной среде аргона применяется весьма ограниченно и только в частных случаях при обработке легированных сталей или цветных металлов. Сущность способа резки заключается в том, что на электроде создают повышенный ток (на 20—30% больше, чем при сварке) и проплавляют насквозь металл.
|
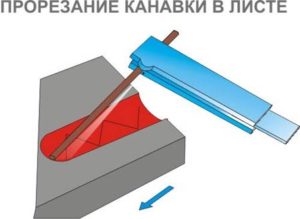
Прорезание канавки в листе воздушно дуговой резкой |
Выплавка канавок воздушно-дуговой резкой |