Сварщик дуговой сварки плавящимся электродом в защитном газе
Особенности техники сварки
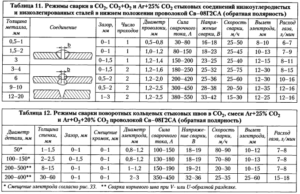
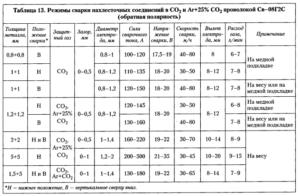
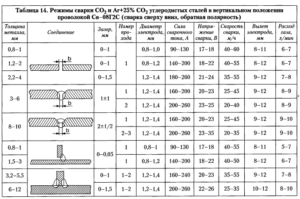
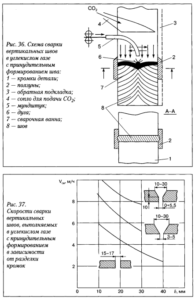
Стыковые соединения сталей толщиной 0,5-1,2 мм можно сваривать на медных, стеклянных и керамических подкладках, а также на весу стальными (ГОСТ 2246-70) или бронзовыми проволоками. Процесс сварки легкоплавкими бронзовыми проволоками по своей физической природе является дуговой пайкой. Для получения швов высокого качества необходимы тщательная сборка и точное направление электрода по шву. Для соединения металла малой толщины применяют следующие способы:
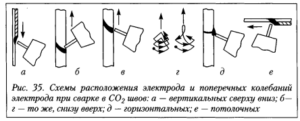
- сварку на обратной полярности проволокой диаметром 0,6-0,8 мм на малых токах и напряжениях при питании от источника с повышенными динамическими свойствами по току, комбинированной или пологопадающей внешней характеристикой, обеспечивающими получение процесса с частыми принудительными короткими замыканиями. Комбинированная ВАХ источника позволяет получить стабильный процесс на малых значениях силы тока, меньшее разбрызгивание и лучшее формирование шва. Сварку ведут вертикальным электродом, дугу направляют на ванночку жидкого металла. В качестве защитных газов рекомендуются углекислый газ и смеси AR+25% CO2, Ar+O2+20% CO2;
- сварку с периодическим изменением мощности дуги или прекращением процесса с использованием проволоки диаметром 0,8-1,2 мм. Изменение мощности или прекращение процесса производят с частотой 0,3-4 Гц. При этом дуга легко возбуждается на горячем металле, а тепловая энергия ванны обеспечивает равномерное проплавление и формирование шва;
- автоматическую сварку в CO2 с вибрацией электрода вдоль оси на малых значениях силы тока и пониженных напряжениях с частыми короткими замыканиями дуги или с коротким замыканиями и обрывками дуги.
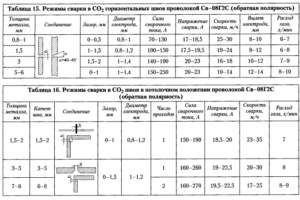
Сварку металла малой толщины всегда рекомендуется выполнять в вертикальном положении сверху вниз с подводом тока к верхней части изделия. При сварке тонкого металла ширина провара обычно одинакова с обеих сторон стыка. При чрезмерно большой ширине шва возможны прожоги. Во избежание этого целесообразно уменьшать напряжение дуги, диаметр электрода, силу сварочного тока и увеличивать скорость сварки. При сварке на подкладках важно обеспечивать плотное прижатие листов к подкладке. При нагреве дугой листы, деформируясь, изгибаются непосредственно перед дугой. Для исключения этого рекомендуют делать отбортовку или изгибать стык вдоль сварки таким образом, чтобы при нагреве листы прижимались к подкладке.

Приварка болтов
Сварка в защитных газах нашла применение при приварке болтов и крепежных шпилек для крепления изоляции к корпусам судов и различным емкостям. Приварку выполняют специальными легкими пистолетами, в которых закрепляют болт или шпильку,
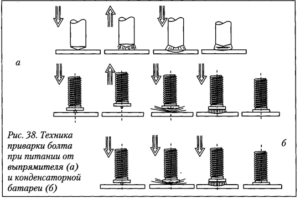
подлежащую приварке. Болт оплавляют дугой, которая питается от конденсаторной батареи или выпрямителя. Дуга зажигается при отрыве болта от изделия или при перегорании контакта тонкого выступа болта с изделием. После заданного времени горения дуги и оплавления торца болта и изделия болт опускают к оплавленному изделию и выдерживают до затвердевания оплавленной части. Для надежного зажигания дуги нижний конец болта делают с тонким выступом длиной 1—1,5 мм или скошенным на конус (рис. 38) и питают дугу от источника с повышенными динамическими свойствами по току.
Надежное оплавление болта по всему торцу достигается при диаметрах болтов до 10 мм и защите дуги углекислым газом. Смеси на основе аргона так же, как и приварка без защиты газом, требуют использования специальных приемов для равномерного оплавления болта по всему сечению. Неравномерное оплавление болта вызывается отклонением дуги под действием собственного магнитного поля. Режимы приварки зависят от диаметра болта и источника тока.
Для обеспечения равномерного оплавления болта диаметром более 10 мм и уменьшения влияния собственного магнитного поля токоподвод к изделию раздваивают и подключают с двух противоположных сторон. Возможно также применение соленоидов, устанавливаемых на горелке-пистолете.