Слесарь по ремонту автомобилей 6 разряда
Сварочные материалы для газовой сварки
Газы для сварки
Кислород при атмосферном давлении и обычной температуре газ без цвета и запаха, несколько тяжелее воздуха. При атмосферном давлении и температуре 20 гр. масса 1 м3 кислород равен 1.33 кг. Сгорание горючих газов и паров горючих жидкостей в чистом виде кислороде происходит очень энергично с большой скоростью, а возникновение в зоне горения возникает высокая температура. Для получения сварочного пламени с высокой температурой, необходимо для быстрого расплавления металла в месте сварки, горючий газ или пары горючей жидкости сжигают в смеси с чистым кислородом.
При возникновении сжатого газообразного кислорода с маслом или жирами последние могут самовоспламеняться, что может быть причиной пожара. Поэтому при обращении с кислородными баллонами и аппаратурой необходима тщательно следить за тем,чтобы на них не падали даже незначительные следы масла и жиров. Смесь кислорода с горючих жидкостей при определенных соотношениях кислорода и горючего вещества взрывается. Технический кислород добывают из атмосферного воздуха который подвергают обработке в воздух разделительных установках, где он очищается от углекислоты и осушается от влаги.
Жидкий кислород хранят и перевозят в специальных сосудах с хорошей теплоизоляцией. Для сварки выпускают технический кислород трех сортов:
высшего, чистотой не ниже 99.5%
1-ого сорта чистотой 99.2%
2-ого сорта чистотой 98.5% по объему.
Остаток 0.5-0.1% составляет азот и аргон
Ацетилен
В качестве горючего газа для газовой сварки получил распространение ацетилен соединение кислорода с водородом. При нормальной температуре и давлением ацетилен находится в газообразном состоянии. Ацетилен бесцветный газ. В нем присутствуют примеси сероводорода и аммиак. Ацетилен есть взрывоопасный газ. Чистый ацетилен способен взрываться при избыточном давлении свыше 1.5 кгс/см2, при быстром нагревании до 450-500 С. Смесь ацетилена с воздухом взрывается при атмосферном давлении, если в смеси содержится от 2.2 до 93% ацетилена по объему. Ацетилен для промышленных целей получают разложением жидких горючих действием электродугового разряда, а так же разложением карбида кальция водой.
Сварочные проволоки и флюсы
В большинстве случаев при газовой сварке применяют присадочную проволоку близкую по своему хим. составу к свариваемому металлу. Нельзя применят для сварки случайную проволоку неизвестной марки. Поверхность проволоки должна быть гладкой и чистой без следов окалины, ржавчины, масла, краски и прочих загрязнений. Температура плавления проволоки должна быть равна или несколько ниже температуры плавления металла. Проволока должна плавится спокойно и равномерно, без сильного разбрызгивания и вскипания, образуя при застывании плотный однородный металл без посторонних включений и прочих дефектов. Для газовой сварки цветных металлов (меди, латуни, свинца), а так же нержавеющей стали в тех случаях, когда нет подходящей проволоки, применяют в виде исключения полоски нарезанный из листов той же марки, что и сваривает металл.
Флюсы
Медь, алюминий, магний и их сплавы при нагревании в процессе сварки энергично вступают в реакцию с кислородом воздуха или сварочного пламени (при сварке окислительным пламенем), образуя окислы, которые имеют более высокую температуру плавления, чем металл. Окислы покрывают капли расплавленного металла тонкой пленкой и этим сильно затрудняют плавление частиц металла при сварке. Для защиты расплавленного металла от окисления и удаления образующихся окислов применяют сварочные порошки или пасты, называемые флюсами. Флюсы, предварительно нанесенные на присадочную проволоку или пруток и кромки свариваемого металла, при нагревании расплавляются и образуют легкоплавкие шлаки, всплывающие на поверхность жидкого металла. Пленка шлаков покрывает поверхность расплавленного металла, защищая его от окисления. Состав флюсов выбирают в зависимости от вида и свойств свариваемого металла. В качестве флюсов применяют прокаленную буру, борную кислоту. Применение флюсов необходимо при сварке чугуна и некоторых специальных легированных сталей, меди ее сплавов. При сварке углеродистых сталей не применяют.
Сварочное пламя. Структура ацетилено-кислородного пламени.
Ацетилено-кислородное пламя обладает наиболее высокой температурой по сравнению с пламенем любого другого газа. Поэтому оно нашло самое широкое распространение.
Структура ацетилено-кислородного пламени схематично представлена на рис. 66. В пламени можно различить три зоны: ядро, среднюю восстановительную зону и факел – окислительную зону. Ядро представляет собой механическую смесь сильно нагретого кислорода и диссоциированного (разложенного) ацетилена 2C+H2+O2.
Ядро выделяется резкими очертаниями и ярким свечением. Горение начинается на внешней оболочке ядра и продолжается во второй зоне по реакции 2C+H2+O2→2CO+H2; углерод сгорает неполностью. Водород, как имеющий меньшее сродство к кислороду по сравнению с углеродом, в этой зоне не окисляется. Полностью сгорает углерод и горит водород в третьей зоне пламени за счет кислорода воздуха по реакции 2CO+H2+1,5O2→2CO2+H2O.
Для полного сгорания одного объема ацетилена требуется два с половиной объема кислорода; один объем поступает из кислородного баллона и полтора объема – из воздуха.
Распределение температуры по оси ацетилено-кислородного пламени показано на рис. 66, а. Максимальная температура пламени, достигающая 3050 – 3150°С, находится на расстоянии 2 – 6 мм от конца ядра. При увеличении расхода ацетилена и кислорода это расстояние приближается к максимальному. Изменение длины ядра в зависимости от расхода газов видно из рис. 66, б.
Схема и графики изменения температур метан-кислородного и пропан-бутан-кислородного пламени даны на рис. 66, в.

Рис. 66. Схема строения пламени и распределение температур: а – нормальное ацетилено-кислородное пламя, б – размеры ядер ацетилено-кислородного пламени для мундштуков наконечников различных номеров, в – схемы и графики изменения температур метан-кислородного и пропан-бутан-кислородного пламени; 1 – ядро, 2 – восстановительная зона, 3 – факел, 4 – свариваемый металл, l – длина ядра
Виды пламени
В зависимости от объемного соотношения подаваемых в горелку газов пламя может быть науглероживающим
окислительным:
и нормальным:
рис. 67, а – г).
Состояние мундштука также оказывает влияние на форму пламени (рис. 67, д, е, ж). Для сварки низкоуглеродистой стали применяют нормальное пламя, при сварке чугунов – науглероживающее и при сварке алюминия – нормальное или с небольшим избытком ацетилена.
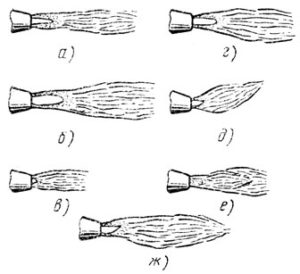
Рис. 67. Форма пламени ацетилено-кислородных горелок: а – нормальное пламя наконечника № 3, б – нормальное пламя наконечника № 5, в – пламя с избытком кислорода, г – пламя с избытком ацетилена, д – пламя мундштука, имеющего заусенцы в выходном канале, е – пламя мундштука, имеющего конусный выходной канал, ж – пламя мундштука, имеющего уступ в конусе мундштука или смещение конуса по отношению к выходному каналу
Сварочное пламя должно иметь значительную тепловую мощность, т. е. вводить в зону сварки достаточное количество теплоты, чтобы расплавить основной и присадочный материалы, поддерживать ванну в расплавленном состоянии и возмещать потери теплоты в окружающую атмосферу. Тепловая мощность пламени определяется расходом в горелке ацетилена в дм3/ч. Практически температура пламени должна быть на 250 – 300°С больше температуры плавления металла. Например, если температура ацетилено-кислородного пламени равна 3100°С, а температура плавления стали 1500°С, то разница составит 3100-(1500+300)=1300°С.
Для пропан-кислородного пламени разница будет 2500-(1500+300)=700°С Для сварки пропан-кислородным пламенем одинакового количества стали необходимое количество тепла в 1,85 (1300/700) раза, чугуна (tпл=1200°С) в 1,6, а латуни tпл=900°C в 1,46 раза больше, чем ацетилено-кислородным пламенем.
Количество вводимого тепла в единицу времени, т. е. эффективная мощность пламени, зависит от расхода горючего газа, угла наклона пламени к поверхности металла, скорости его перемещения и соотношения содержания горючего газа и кислорода. Например, пламя с избытком кислорода (окислительное) имеет более высокую температуру, чем науглероживающее.