Машинист крана-манипулятора 6-го разряда
Правила и принципы работы со станком
Уровень оснащённости производства комплексом технологической оснастки определяет современный технический и организационный уровень машиностроения.
Технологическая оснастка — это средство технологического оснащения, дополняющее технологическое оборудование для выполнения определенной части технологического процесса. К ним относятся режущий инструмент, приспособления, измерительные средства.
В cостав комплекса технологической оснастки входят:
модели, штампы, пресс-формы, приспособления, режущие, измерительные и вспомогательные инструменты и приборы .
Крупные производственные предприятия используют сотни тысяч различных наименований инструментов и другой технологической оснастки.
Для рациональной организации работы инструментального хозяйства все элементы технологической оснастки подвергаются классификации.
Классификация технологической оснастки, применяемой на предприятии.
По характеру использования:
- стандартный инструмент – общего пользования .
- стандартизированный инструмент – для выполнения определенных групп операций.
- специальный инструмент – для выполнения определенной операции при обработке определенной детали.
По месту применения в производственном процессе:
- основной инструмент – используется в основном производстве, непосредственно участвует в работе с предметом труда;
- вспомогательный инструмент – применяется во вспомогательных процессах для изготовления и ремонта основного инструмента.
По повторяемости, применяемости и освоенности в производстве:
- инструмент с малым сроком службы;
- инструмент со сравнительно длительным сроком службы (штампы, пресс-формы, специальные приспособления);
- инструмент, впервые изготавливаемый в связи с подготовкой производства и освоением производства новой продукции,.
Весь инструмент делится на несколько групп:
- режущий инструмент: развертки, зенкеры, плашки, метчики, фасонный инструмент, резцы токарные; cверла по металлу;
- абразивный инструмент : включают в себя отрезные, шлифовальные, обдирочные и зачистные круги, а также инструмент для шлифования;
- измерительный инструмент: штангенинструмент; микрометрические приборы; индикаторы часового типа;
- слесарно-монтажный инструмент: молотки, зубила, отвёртки, плоскогубцы, круглогубцы, кусачки, напильники, ключи;
- кузнечный инструмент: кувалды, молотки, клещи, зубила,прошивки, точило,болгарки, дрель,тиски;
- вспомогательный инструмент: переходные сверлильные втулки, сверлильные патроны, цанговые патроны, оправки, ускорительные головки (мультипликаторы);
- штампы: штампы для холодной штамповки; штампы для горячей объемной штамповки;
- приспособления;
- пресс-формы, модели;
- разный инструмент
Основную группу технологической оснастки составляют приспособления механосборочного производства.
Приспособлениями в машиностроении называют вспомогательные устройства к технологическому оборудованию, используемые при выполнении операций обработки, сборки и контроля.
Классификацию приспособлений проводят по следующим признакам:
- По целевому назначению приспособления делят на пять групп:
- станочные приспособления – токарные, фрезерные, сверлильные, расточные, шлифовальные и другие приспособления;
- приспособления для крепления режущего инструмента;
- сборочные приспособления;
- контрольно-измерительные приспособления
- приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок, а также отдельных деталей и узлов при сборке.
- По степени специализации приспособления делят на : универсальные., специализированные и специальные.
- По функциональному назначению элементы приспособлений делят на установочные, зажимные, силовые приводы, элементы для направления режущего инструмента, вспомогательные механизмы, а также вспомогательные и крепежные детали (рукоятки, сухари, шпонки). Все эти элементы соединяются корпусными деталями.
- По степени механизации и автоматизации приспособления подразделяют на ручные, механизированные, полуавтоматические и автоматические.
Современные приспособления – это большой класс технологических объектов, отличающихся многообразием конструкций и различной степенью универсальности.
Оснастка и инструмент для многоцелевых станков счисловым программным уптавлением ( ЧПУ ).
При работе на станках с ЧПУ нужно больше внимания уделяется жесткости инструмента : инструмент должен быть максимально жестким и как можно более коротким.
Фрезы pекомендуется применять торцовые насадные со вставными ножами из быстрорежущей стали твердого сплава.
Инструкция по охране труда для оператора станка с ЧПУ
1. ОБЩИЕ ТРЕБОВАНИЯ ОХРАНЫ ТРУДА
1.1. Настоящая Инструкция предусматривает основные требования по охране труда для оператора станков с программным управлением (ЧПУ) (далее — оператор).
1.2. На работников возможно воздействие следующих опасных и вредных производственных факторов:
— движущиеся машины и механизмы;
— острые кромки, заусенцы и неровности поверхностей оборудования, инвентаря;
— повышенное содержание пыли в воздухе рабочей зоны;
— повышенный уровень ультразвука;
— повышенная яркость света;
— опасный уровень напряжения в электрической цепи, замыкание которой может произойти через тело человека;
— повышенная температура поверхности изделия и оборудования;
— пожаровзрывоопасность.
1.3. К работе оператором допускаются лица не моложе 18 лет, прошедшие медицинский осмотр, проверку знаний требований безопасности труда в установленном порядке и получившие допуск к самостоятельной работе.
1.4. Оператор обеспечивается спецодеждой и спецобувью в соответствии с действующими нормами.
1.5. Оператор должен иметь соответствующую группу по электробезопасности.
1.6. Оператору необходимо знать и строго соблюдать требования по охране труда, пожарной безопасности, производственной санитарии.
1.7. Оператор извещает своего непосредственного руководителя о любой ситуации, угрожающей жизни и здоровью людей, о каждом несчастном случае, произошедшем на рабочем месте, об ухудшении состояния своего здоровья, в том числе о проявлении признаков острого заболевания.
1.8. При обслуживании станков с программным управлением должны выполняться требования пожарной безопасности в соответствии с требованиями Правилами противопожарного режима в Российской Федерации.
1.9. Погрузочно-разгрузочные работы должны выполняться в соответствии с требованиями Правил по охране труда при погрузочно-разгрузочных работах и размещении грузов № 642н от 17.09.2014 г.
1.10. Работы с вредными и взрывопожароопасными веществами должны проводиться при включенных вентиляционных системах с применением средств индивидуальной защиты.
1.11. Присутствие посторонних лиц в рабочем пространстве оборудования во время его работы не допускается.
1.12. Работа на станках с программным управлением (ЧПУ) должна проводиться в соответствии с технической документацией организации — разработчика технологического процесса.
1.13. Оператор должен проходить обучение по охране труда в виде: вводного инструктажа, первичного инструктажа на рабочем месте и специального обучения в объеме программы подготовки по профессии, включающей вопросы охраны труда и требования должностных обязанностей по профессии.
Перед допуском к самостоятельной работе работник должен пройти стажировку под руководством опытного работника.
1.14. Оператор должен:
— соблюдать правила внутреннего трудового распорядка и установленный режим труда и отдыха;
— выполнять работу, входящую в его обязанности или порученную администрацией, при условии, что он обучен правилам безопасного выполнения этой работы;
— применять безопасные приемы выполнения работ;
— знать организационно-распорядительные, нормативные, методические документы по вопросам эксплуатации, наладки оборудования химической промышленности, аппаратуры, приборов и устройств;
— знать схемы, технические характеристики, конструктивные особенности, режимы эксплуатации оборудования, аппаратуры;
— методы проведения наладки оборудования;
— уметь оказывать первую помощь пострадавшим.
1.15. Курить и принимать пищу разрешается только в специально отведенных для этой цели местах.
2. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Надеть предусмотренную соответствующими нормами спецодежду и спецобувь. Спецодежда должна быть застегнута.
2.2. Получить задание от руководителя на выполнение работ на станках с программным управлением (ЧПУ).
2.3. Проверить состояние освещённости рабочего места.
2.4. Проверить работу местной вытяжной вентиляции, воздушного душирования и оснащенность рабочего места необходимым для работы оборудованием, инвентарем, приспособлениями и инструментом.
2.5. Подготовить рабочее место для безопасной работы:
— обеспечить наличие свободных проходов;
— проверить устойчивость производственного стола, стеллажа, прочность крепления оборудования к фундаментам и подставкам;
— надежно установить (закрепить) передвижное (переносное) оборудование и инвентарь;
— проверить внешним осмотром:
— отсутствие свисающих и оголенных концов электропроводки;
— надежность закрытия всех токоведущих и пусковых устройств оборудования;
— наличие и надежность заземляющих соединений (отсутствие обрывов, прочность контакта между металлическими нетоковедущими частями оборудования и заземляющим проводом);
— наличие, исправность, правильную установку и надежное крепление ограждения движущихся частей оборудования;
— отсутствие посторонних предметов внутри и вокруг оборудования;
— наличие и исправность приборов безопасности, отсутствие повреждений, влияющих на показания контрольно-измерительных приборов;
— состояние полов (отсутствие выбоин, неровностей, скользкости);
— наличие блокировок.
2.6. Произвести необходимую сборку оборудования, правильно установить и надежно закрепить съемные детали и механизмы.
Установку электрического оборудования производят в соответствии с инструкцией изготовителя.
2.7. Проверить работу механического оборудования, пускорегулирующей аппаратуры на холостом ходу.
2.8. При работе с грузоподъемными механизмами проверить их исправность и соблюдать требования соответствующей инструкции по охране труда.
2.9. Проверить наличие и исправность противопожарного инвентаря, наличие средств индивидуальной защиты.
2.10. Проверить наличие аптечки первой медицинской помощи.
2.11. Обо всех обнаруженных неисправностях оборудования, инвентаря, электропроводки и других неполадках сообщить своему непосредственному руководителю и приступить к работе только после их устранения.
3. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ВО ВРЕМЯ РАБОТЫ
3.1. Выполнять только ту работу, по которой прошел обучение, инструктаж по охране труда и к которой допущен работником, ответственным за безопасное выполнение работ.
3.2. Работать только в исправной спецодежде и спецобуви и применять индивидуальные средства защиты.
3.3. Не допускать к своей работе необученных и посторонних лиц.
3.4. Применять необходимые для безопасной работы исправное оборудование, инструмент, приспособления; использовать их только для тех работ, для которых они предназначены.
3.5. Не допускать разлива растворителей на пол, а в случае разлива немедленно убрать их.
3.6. Очистку стеклопластиковых изделий хлорированными углеводородами необходимо производить в герметизированных установках.
3.7. Не допускается пользование электронагревательными приборами и курение на рабочем месте, а также производство любых работ, связанных с появлением искры или пламени.
3.8. Переносить стеклопластиковые изделия следует только в исправной таре. Не допускается загрузка тары сверх разрешенной инструкцией массы.
3.9. Не допускается работать на станках в рукавицах или перчатках, а также с забинтованными пальцами без напальчников. Перед установкой детали в приспособление, необходимо протереть поверхность закрепляющих устройств.
3.10. Масса и габаритные размеры обрезаемых стеклопластиковых изделий не должны превышать требований паспорта станка.
3.11. Укладывать стеклопластиковые изделия устойчиво на стеллажах или столах: высота штабелей не должна превышать — 1 м.
3.12. При появлении напряжения («бьет» током) на корпусе оборудования, кожухе пускорегулирующей аппаратуры, возникновении постороннего шума, запаха горящей изоляции, самопроизвольной остановки или неправильном действии механизмов и элементов оборудования его следует остановить (выключить) кнопкой «Стоп» выключателя и отключить от электрической сети с помощью пускового устройства. Сообщить об этом непосредственному руководителю и до устранения неисправности не включать.
3.13. При применении воды для удаления пыли со стен, окон и конструкций электрические устройства во время уборки необходимо отключить от электрической сети.
При автоматической смене инструментов воспрещается находиться в зоне работы манипулятора.
3.14. Ручная проверка размеров обрабатываемых деталей и снятие деталей для контроля должны производиться только при отключенных механизмах вращения или перемещения заготовок, инструмента, приспособлений.
3.15. Не допускайте скопления стружки на режущем инструменте и оправке, используйте для этого специальный крючок или щетку.
3.16. Охлаждать режущий инструмент мокрыми тряпками или щетками запрещается.
3.17. Не передавать и не принимать что-либо через станок во время его работы.
3.18. Выключить станок при:
— уходе от станка даже на короткое время;
— временном прекращении работы;
— перерыве в подаче электроэнергии;
— уборке, смазке, чистке станка;
— обнаружении неисправности в оборудовании, инструменте, приспособлении, заземляющих элементах, защитных ограждениях, блокирующих устройств, упоров;
— регулировке трубки с охлаждающей жидкостью;
— установке, измерении и съеме детали;
— проверке и зачистке режущей кромки режущего инструмента.
3.19. Запрещается:
— открывать и снимать ограждения и предохранительные устройства во время работы станка;
— убирать стружку со станка голыми руками или сжатым воздухом.
3.20. Запрещается самостоятельно производить ремонт станков с программным управлением и другой аппаратуры на рабочем месте.
3.21. Не загромождать рабочее место, проходы к нему и между оборудованием, столами, стеллажами, проходы к пультам управления, рубильникам, пути эвакуации и другие проходы стендами, инвентарем, приспособлениями.
3.22. При работе на станках с программным управлением руководствоваться инструкцией по эксплуатации оборудования завода-изготовителя.
3.23. Быть внимательным, осторожным и не отвлекаться на посторонние разговоры.
3.24. Не принимать пищу, не курить на рабочем месте.
3.25. Соблюдать правила перемещения в помещении и на территории организации, пользоваться только установленными проходами.
3.26. Соблюдать требования Правил противопожарного режима в РФ от 25.04.2012 г. № 390 и Правил по охране труда при эксплуатации электроустановок от 24 июля 2013 г. № 328н.
4. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА В АВАРИЙНЫХ СИТУАЦИЯХ
4.1. При возникновении поломки оборудования, угрожающей аварией на рабочем месте или в цехе: прекратить его эксплуатацию, а также подачу к нему электроэнергии, газа, воды, сырья, продукта и т.п.; доложить о принятых мерах непосредственному руководителю (лицу, ответственному за безопасную эксплуатацию оборудования) и действовать в соответствии с полученными указаниями.
4.2. В аварийной обстановке: оповестить об опасности окружающих людей, доложить непосредственному руководителю о случившемся и действовать в соответствии с планом ликвидации аварий.
4.3. В случае возгорания следует отключить электроэнергию, вызвать пожарную охрану по телефону 101 или 112, сообщить о случившемся руководству предприятия, принять меры к тушению пожара.
4.4. При возникновении пожара необходимо:
— прекратить работу;
— отключить используемое оборудование;
— вызвать пожарную команду, сообщить руководителю работ и приступить к тушению пожара имеющимися средствами.
4.5. Пострадавшему при травмировании, отравлении и внезапном заболевании должна быть оказана первая помощь и, при необходимости, организована его доставка в учреждение здравоохранения.
4.6. При несчастном случае необходимо оказать пострадавшему первую помощь, при необходимости вызвать скорую медицинскую помощь по телефону 103 или 112, сообщить своему непосредственному руководителю и сохранить без изменений обстановку на рабочем месте до расследования, если она не создаст угрозу для работающих и не приведет к аварии.
5. ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПО ОКОНЧАНИИ РАБОТЫ
5.1. Выключить станок и другое оборудование.
5.2. Отключить вентиляцию.
5.3. Отключить электрооборудование от сети.
5.4. Закрыть краны паропровода, воздухопровода и водопровода.
5.5. Перед сдачей смены проверить исправность станка и занести результаты проверки в журнал приема и сдачи смены, сообщить руководителю о неисправностях.
5.6. Привести в порядок рабочее место, сложить инструменты и приспособления в инструментальный ящик.
5.7. Снять спецодежду и другие средства индивидуальной защиты и повесить их в специально предназначенное место.
5.8. Вымыть руки и лицо теплой водой с мылом, принять душ.
5.9. Сообщить руководителю работ обо всех неисправностях, замеченных во время работы, и мерах, принятых к их устранению.
Охрана труда. В.А. Девисилов
https://disk.yandex.ru/i/x7V7ZMK_TAah3Q
Устройство и принципы работы металлорежущих станков с программным управлением, правила подналадки и наладки
Для промышленных предприятий, использующих процессы механической обработки деталей, актуальны задачи снижения трудоемкости операций и себестоимости изготовления деталей с сохранением заданных показателей качества. Поэтому технологические бюро ведут постоянный поиск путей
совершенствования технологических процессов обработки с учетом возможностей, предоставляемых новым высокопроизводительным
инструментом и современным информационно-программным обеспечением.
Особенности современного этапа развития машиностроения характеризуется значительным распространением и использованием многофункциональных станков с ЧПУ. Применение такого типа оборудования позволяет значительно повысить производительность обработки и улучшить качество изготавливаемых деталей. Главная особенность этого оборудования состоит в том, что движение инструмента относительно обрабатываемой заготовки заранее программируется и записывается в числовой форме. Создание систем числового программного управления (СЧПУ) явилось своеобразным переломным моментом в развитии
станкостроения, ознаменовав начало качественно нового этапа. Сочетание высокой производительности, присущей специальным станкам, с гибкостью, свойственной универсальному оборудованию, сделало станки с числовым программным управлением главным средством автоматизации серийного и мелкосерийного производств. Сегодня станки с числовым программным управлением распространены достаточно широко, начиная от малых предприятий
и заканчивая предприятиями в больших промышленных зонах. Трудно найти область машиностроения, где не используются уникальные возможности такого оборудования. Поэтому каждый специалист в области машиностроения должен хорошо представлять, что дает производству использование этого высокотехнологического оборудования. Так, конструктору необходимо обладать знаниями о ЧПУ с целью применения более эффективной техники назначения размеров или допусков при проектировании деталей, поверхности которых будут обрабатываться на станках с ЧПУ.
Технологу необходимо понимать сущность ЧПУ для оптимального проектирования оснастки и режущего инструмента. Инженеры, контролирующие качество изготовления, обязаны учитывать технологические возможности станков с ЧПУ в цеху для того, чтобы правильно планировать будущий процесс контроля качества, разработки плана загрузки оборудования. Наконец программисты, операторы-наладчики и другой персонал цехов обязаны иметь глубокий уровень знаний о CNC-оборудовании. В учебном пособии рассматриваются основы теории ЧПУ, представлены наиболее важные аспекты использования данного интеллектуального оборудования. Главная цель заключается в том, чтобы студенты, аспиранты, инженеры и те, кто в будущем будет работать непосредственно на этих станках, ознакомились с каждой из функций ЧПУ и могли самостоятельно расширить знания об оборудовании с ЧПУ.
Также в лекциях рассматриваются основы программирования оборудования на примере систем с ЧПУ NC-201 и FANUC 21i и применения CAM-систем для написания управляющих программ, а также рассмотрены возможности разработки и применения виртуальных моделей технологического оборудования с ЧПУ, инструмента и приспособлений. В учебном пособии также рассматриваются возможности современного металлорежущего инструмента для станков с ЧПУ, часто материалов подготовлена с применением рекомендаций ведущего мирового производителя инструмента – фирмы «Сандвик».
ИСТОРИЯ РАЗВИТИЯ МЕТАЛЛОРЕЖУЩЕГО ОБОРУДОВАНИЯ С ЧПУ
Станки с ручным управлением – универсальные станки, где рабочий, пользуясь чертежом детали или эскизом, преобразует прочитанную им информацию в определенную последовательность движения рук и воздействует на органы управления станком. В этом случае человек задает и выполняет программу управления станком, то есть управляет циклом работы и величиной перемещений исполнительных органов станка. Достоинством такой системы управления является ее универсальность и гибкость. Однако использование человека в качестве основного элемента системы управления станком сдерживает рост производительности этого оборудования. Универсальные станки с ручным управлением стали оснащать системами ручного ввода данных и цифровой индикации (в обозначении отечественные модели станков отмечаются индексом Ф1).
Рабочий на специальной панели задает численное значение координат, на которые должны выйти исполнительные органы станка после включения подачи. На подвижных органах таких станков устанавливаются датчики положения, которые подают сигналы в систему цифровой индикации. Числовые значения координат детали или инструмента непрерывно индицируются на световом табло (визуализаторе), что позволяет контролировать получаемые параметры в процессе обработки. Системы ручного ввода данных и цифровой индикации обеспечивают, в некоторой степени, повышение производительности и точности обработки, снижают утомляемость рабочего. Применяются чаще всего в станках токарной и сверлильно-расточной групп. Однако, эти системы не автоматизируют рабочий цикл станка и не высвобождают рабочего. Использование человека в качестве основного элемента системы управления станком сдерживает рост производительности.
Поэтому, дальнейшее развитие металлообрабатывающих станков связано с созданием высокопроизводительных станков-автоматов и полуавтоматов, программа управления которыми задается на программоносителе. Рабочий цикл такого оборудования полностью автоматизирован. В зависимости от способа задания на программоносителе информации, необходимой для реализации рабочего цикла, системы управления металлообрабатывающими станками делятся на числовые и нечисловые. В нечисловых системах управления информация физически материализована в виде модели-аналога, управляющей исполнительными органами станка. Рабочий цикл станков с нечисловыми системами управления формируется либо при разработке самой системы управления, либо при проектировании программоносителя. В качестве программоносителей в таких системах управления используются кулачки, копиры, шаблоны, путевые и временные командоаппараты. Гибкость такой системы управления обеспечивается за счет проектирования и изготовления новых программоносителей, переналадки командоаппарата и самого станка. Станки с программоносителем в виде модели-аналога имеют важное достоинство, состоящее в том, что возможности увеличения производительности станков не ограничиваются субъективным фактором – участием человека в реализации рабочего цикла.
Основные недостатки аналоговых программоносителей:
– невозможность быстрой переналадки станков на обработку заготовки другой детали;
– высокая стоимость переналадки;
– неудовлетворительная точность обработки вследствие повышенного износа программоносителей, т. к. они передают не только закон перемещения исполнительных органов станка, но и усилия для его реализации.
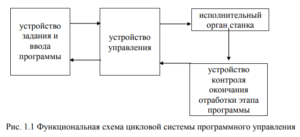
В силу этих особенностей аналоговые программоносители используются в станках для массового и крупносерийного производств с устойчивой во времени конструкцией выпускаемых изделий. В серийном производстве применение нашли станки с цикловой системой программного управления (в обозначении модели станка отмечаются индексом Ц). В этих станках в программоноситель вводится технологическая информация, а геометрическая информация задается расстановкой упоров на специальных линейках или барабанах. Различают следующие виды систем циклового программного управления: кулачковые, аппаратные, микропрограммные и программируемые. Функциональная схема цикловой системы кулачкового управления, выполненная на командоаппарате с шаговым приводом или на штекерной панели, приведена на рис. 1.1. Устройство задания и ввода программы обеспечивает систему управления станком технологической информацией и осуществляет поэтапный ввод этой информации. Устройство задания программы чаще всего выполняют в виде штекерной или кнопочной панели, устройство поэтапного ввода – в виде шагового искателя или счетно-релейной схемы.
Программа управления формируется расстановкой штекеров в соответствующие гнезда панели с тем, чтобы составить такие электрические схемы включения исполнительных органов станка, которые, сменяя друг друга, осуществляют последовательные этапы обработки. При наличии стандартных циклов система управления иногда содержит дополнительную штекерную панель. Для облегчения программирования станка используют трафареты, заготавливающиеся заранее. Их накладывают на панель, и в отверстия вставляют штекеры. Штекерные панели могут быть выполнены также по типу функциональных программных полей. В этом случае всѐ поле штекерной панели разделяется на функциональные участки.
Программа задается путем соединения отдельных гнезд различных функциональных участков панели. Кроме штекерных панелей, применяются кулачковые командоаппараты, представляющие собой цилиндрические барабаны с рядами гнезд. Число гнезд по окружности барабана определяет количество возможных этапов программы, а число гнезд вдоль образующей – возможное число программируемых параметров. В гнезда барабана закладывают шарики или штифты, воздействующие на электрические контакты, включая цепи соответствующих исполнительных органов станка. Устройство управления, усиливая и размножая команды, обеспечивает управление элементами, перемещающими исполнительные органы станка. Принцип работы аппаратного управления основан на формировании необходимых электрических схем включения исполнительных органов станка с использованием контактной или бесконтактной аппаратуры. В микропрограммных системах весь набор необходимых циклов программного управления хранится в запоминающих устройствах.
За последнее время широкое применение получило программируемое цикловое управление, основанное на использовании бесконтактных устройств программируемой логики, получивших название программируемых контроллеров. В качестве элементной базы программируемых контроллеров используются микроэлектронные интегральные схемы. Программу обработки задают нажатием клавиш с обозначениями логических элементов. По сравнению с релейноконтактной аппаратурой, бесконтактные электронные блоки имеют высокую надежность в работе и малые габариты.
Для задания геометрической информации часто используют групповые путевые переключатели, состоящие из упоров и блоков переключателей. Упоры устанавливают на панели или барабане с пазами в соответствии с размерами, заданными на эскизе обработки. Панели обычно выполняются съемными, что позволяет проводить их настройку вне станка. Упоры бывают нерегулируемые (грубые) и регулируемые (точные) с микрометрическими винтами. В качестве упоров могут использоваться штрихи из ферромагнитного материала на латунном барабане (в качестве групповых переключателей).
Магнитная головка, встречая такой штрих, дает сигнал об окончании перемещения. Окончание отработки этапа программы может контролировать реле времени, реле давления и т. п. Цикловая система программного управления отличается высокой надежностью в работе и простотой составления программы обработки. Однако наладка и переналадка станков с цикловой системой управления требует значительного времени, поэтому эти станки используют в средне- и крупносерийном производствах при относительно больших партиях запуска заготовок, обеспечивающих работу станка без переналадки в течение не менее одной смены.
В силу ограниченных технологических возможностей, системы циклового программного управления позволяют проводить обработку деталей простой геометрической формы и сравнительно невысокой точности. Эти системы наиболее широко используют в токарноревольверных станках. Отличие станков с ЧПУ от станков с нечисловыми системами управления заключается не только в принципе построения программного управления. Реализация идеи ЧПУ выдвинула ряд требований к конструкции самого станка, без выполнения которых применение системы ЧПУ остается малоэффективным. Так, система ЧПУ позволяет обеспечить высокую точность перемещения исполнительных органов станка (до 10 нм).
Для создания возможности получения высокой точности размеров детали при обработке необходимо, чтобы механические узлы станка удовлетворяли соответствующим требованиям. Поэтому оснащение станков системами ЧПУ потребовало пересмотреть требования к их конструкции. Рабочий цикл станка с ЧПУ осуществляется автоматически от управляющей программы. Управляющая программа – это совокупность команд на языке программирования, соответствующих заданному алгоритму функционирования станка по обработке конкретной заготовки.
Управляющая программа содержит как геометрическую, так и технологическую информацию. В качестве программо-носителя используют перфоленты, магнитные ленты, гибкие магнитные диски, постоянные запоминающие устройства, Flash – накопители или подключение к компьютерной локальной сети предприятия.
ОСНОВНЫЕ ПРЕИМУЩЕСТВА ИСПОЛЬЗОВАНИЯ СТАНКОВ С ЧПУ
Основная функция любого оборудования с ЧПУ – автоматическое и точное управление движением рабочих органов. Рабочие органы любого станка с ЧПУ имеет два или более направления для движения, которые называются осями. Причем, движение по этим осям осуществляется автоматически и с заданной точностью. У ряда станков используются две линейные оси, движение по которым осуществляется по прямому пути, и оси вращения, движение по которым выполняется по кругу. На универсальном станке движение заготовки детали или инструмента осуществляется путем ручных операций, выполняемых станочником (например, вращением рукояток). Станки с ЧПУ оснащены сервомоторами, которые приводятся в действие системой ЧПУ, а та, в свою очередь, в точности исполняет команды управляющей программы. Обобщая, можно сказать, что тип движения (ускоренный, линейный или круговой), оси перемещений, величина и скорость перемещения программируются во всех типах систем с ЧПУ.
Система ЧПУ, исполняя команды управляющей программы, посылает необходимое количество импульсов шаговому двигателю. Его вращение передается оси, с которой, как правило, через шариковинтовую пару, связан рабочий стол. Стол линейно перемещается. Устройство обратной связи, расположенное в противоположном конце оси, позволяет системе ЧПУ подсчитать, на сколько градусов повернулась ось, т. е. какое число импульсов реально отработал шаговый двигатель.
В условиях нормальной эксплуатации один станок с ЧПУ позволяет заменить от 2 до 6 единиц универсального оборудования, кроме того, значительно сокращается срок подготовки производства и длительность цикла изготовления продукции, возрастает гибкость. Экономическая целесообразность использования станков с ЧПУ оправдывается, как правило, при обработке заготовок серийнымим партиями. С целью увеличения эффективности использования дорогостоящих станков с ЧПУ, особенно обрабатывающих центров (ОЦ), рекомендуется их эксплуатировать в режиме двух- и трѐх- и четырехсменной работы. Первое преимущество использования станков с ЧПУ заключается в более высоком уровне автоматизации. Случаи вмешательства станочника или оператора в процесс изготовления детали могут быть исключены или сведены к минимуму. Процесс технологической подготовки производства полностью управляется инженером-технологом.
Большинство станков с ЧПУ могут работать автономно в течение всего процесса обработки заготовки детали, поэтому оператор-станочник может выполнять другие задачи. Предприятия, применяющие станки с ЧПУ, получают дополнительные преимущества: уменьшение числа ошибок оператора-станочника, предсказуемость времени обработки и более полная загрузка оборудования. Поскольку станок управляется при помощи программы, квалификация оператора станка с ЧПУ может быть значительно ниже, по сравнению с образованием станочника, работающего на универсальном оборудовании. Второе преимущество использования технологии ЧПУ заключается в более точном изготовлении детали. Сегодня производители станков с ЧПУ говорят о высочайшей точности и надежности оборудования.
Это означает, что однажды отлаженная управляющая программа может быть использована на станке с ЧПУ для производства двух, десяти или тысячи абсолютно идентичных деталей, причем при полном соблюдении требований к точности. Третьим преимуществом применения любого оборудования с ЧПУ является гибкость и возможность быстрой переналадки оборудования. На оборудовании с программным управлением изготовление разных деталей сводится к простой замене управляющей программы и, в некоторых случаях, режущего инструмента. Проверенная управляющая программа может быть использована любое число раз и через любые промежутки времени.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ СТАНКОВ С ЧПУ
Основными техническими характеристиками являются следующие:
- Класс точности (отечественное оборудование). Обозначается следующими буквами: П—повышенной точности; В—высокой точности; А—особо высокой точности, С—особо точные (прецизионные). По каждому классу точности и группе станков нормируется допустимая величина погрешности.
- Вид устройства ЧПУ (УЧПУ) обозначается индексами (отечественное оборудование), входящими в наименование модели станка: Ф1 – станки с цифровой индикацией (в том числе с предварительным набором координат); Ф2 – станки с позиционными и прямоугольными системами управления; Ф3 – станки с контурными прямолинейными и криволинейными системами управления; Ф4 – станки с универсальной системой управления для позиционноконтурной обработки; Ц – станки с цикловым программным управлением.
- Основные параметры станка: наибольший диаметр обрабатываемого изделия (для токарных станков); наибольший диаметр сверления, (для сверлильных станков); диаметр расточного шпинделя (для расточных станков); размеры стола (для фрезерных станков) и т. д.
- Наличие инструментального магазина.
- Наличие устройства автоматической загрузки заготовок.
- Габаритные размеры станка и его масса.
- Число управляемых координат и число одновременно управляемых координат (число одновременно управляемых координат определяет траекторию движения инструмента относительно заготовки).
При сложной обработке на фрезерных, токарных и многоцелевых станках используют УЧПУ с непрерывным (контурным) управлением одновременно по нескольким координатам. Существуют УЧПУ с управлением одновременно по трем, четырем и пяти координатам. Последние используются в станках со сложной траекторией инструмента. В токарных станках обычно применяются УЧПУ с одновременным управлением по двум координатам, а в токарно-револьверных и токарно-карусельных – по трем координатам.
ОСНОВНЫЕ ТРЕБОВАНИЯ К КОНСТРУКЦИИ СТАНКОВ С ЧПУ
Для точной обработки заготовки деталей на станках с ЧПУ необходима высокая точность изготовления всех его деталей, узлов и станка в целом. Точность станка определяется точностью изготовления его деталей и узлов (особенно направляющих корпусных деталей, несущих инструмент и заготовку), точностью изготовления приводов механизмов, качеством сборки станка, жесткостью его элементов, зазорами в сопрягаемых деталях, условиями трения в направляющих при перемещении рабочих органов и др. Жесткость шпинделя и других ответственных узлов станка должна превосходить жесткость аналогичных узлов, предназначенных для традиционных станков. При трогании с места исполнительный орган начинает движение не одновременно с действием управляющего сигнала, а только после того, как будут выбраны зазоры в передачах, произойдет некоторая упругая деформация элементов, а усилие, воздействующее на управляемый орган, превзойдет сопротивление сил трения и сил резания.
Действие указанных факторов особенно важно учитывать при конструировании ходовых винтов – важнейших звеньев передачи к исполнительным органам команду на перемещение. Именно поэтому в станках с ЧПУ используют шарико-винтовые пары, отличающиеся высокими точностью, износостойкостью и жесткостью благодаря применению гаек с предварительным натягом и большему диаметру ходового винта. Последний жестко крепится в осевом направлении, для чего используют упорные подшипники с предварительным натягом. В станках с ЧПУ, по сравнению с традиционными станками, кинематические цепи, передающие движение от двигателя к исполнительному механизму, значительно короче благодаря применению автономных приводов для всех рабочих движений. Эти конструктивные особенности позволяют значительно увеличить статическую и динамическую жесткость привода. Точность перемещения рабочих органов также зависит от точности срабатывания по времени механизмов останова: электромагнитных муфт, электродвигателей, тормозных устройств.
Для уменьшения времени торможения и пуска конструкторы стремятся уменьшить маховые массы вращающихся деталей и электромеханическую постоянную времени привода. Дискретность (цена импульса) – это перемещение механизма, соответствующее одному импульсу управляющей программы. Дискретность перемещения определяет значение ошибки, обусловленной представлением траектории движения в цифровой форме. Чтобы снизить эту погрешность, целесообразно уменьшить дискретность. Однако это приводит к увеличению управляющей частоты для обеспечения требуемой скорости перемещения. При возрастании частоты усложняются УЧПУ, привод подач и измерительные преобразователи обратной связи. Кроме того, снижение дискретности не везде является оправданным, так как система станок – деталь может вносить существенно большие погрешности. Исходя из требований точности и производительности в станках фрезерной и сверлильной групп в большинстве случаев принимается дискретность 10 мкм, для многоцелевых, координатнорасточных, шлифовальных, электроэрозионных вырезных станков 0,5—1 мкм. В токарных и фрезерных станках повышенной точности дискретность не должна превышать 1 мкм.
КЛАССИФИКАЦИЯ УСТРОЙСТВ ЧПУ СТАНКОВ
Термины и определения основных понятий в области числового программного управления металлообрабатывающим оборудованием устанавливает ГОСТ 20523-80. Числовое программное управление станком – это управление обработкой заготовки на станке по управляющей программе, в которой данные заданы в цифровой форме. По характеру движения исполнительных органов системы ЧПУ классифицируются на: позиционные, контурные, универсальные, синхронные [25]. При позиционном управлении перемещение рабочих органов станка происходит в заданные точки, причем траектория перемещения не задается. Позиционные устройства ЧПУ обеспечивают автоматическое перемещение рабочего органа станка в координату, заданную программой, без обработки в процессе перемещения рабочего органа. Эти устройства применяют в сверлильно-расточных и других станках. Перемещение инструмента от одной точки (координаты) обработки к другой выполняется на ускоренных ходах. Специфичным для этого класса УЧПУ является требование обеспечения точности только при остановке в заданной координате. Вид траектории при перемещении из одной координаты в другую не задается. Однако время перемещения должно быть минимальным.
Учитывая значительный процент холостых ходов в станках с позиционными системами ЧПУ, к приводу подач предъявляются требования высокого быстродействия и обеспечения значительных скоростей перемещения при малой дискретности. Контурное управление характеризуется перемещением органов станка по заданной траектории и с заданной скоростью для получения необходимого контура детали. Контурное управление подразделяется на контурные прямоугольные системы ЧПУ, контурные криволинейные системы ЧПУ и синхронные системы ЧПУ. Контурные прямоугольные системы ЧПУ используют в станках, у которых обработка проводится лишь при движении по одной координате и обрабатываемая поверхность параллельна направляющим данной координаты.
В большинстве станков применяют прямоугольные координаты, поэтому такие системы получили название прямоугольных. В этих системах, как и в позиционных, программируются конечные координаты перемещения. Однако в программе задается скорость движения в соответствии с требуемым режимом резания, и перемещение выполняется поочередно по каждой из координатных осей. В этих системах отставание или опережение (рассогласование) по скорости относительно запрограммированного значения непосредственно не вызывает погрешности обработки, так как инструмент продолжает движение по заданной траектории. Возникает лишь нарушение расчетного режима резания и связанное с этим незначительное изменение шероховатости обрабатываемой поверхности и упругих деформаций системы станок – деталь. Прямоугольные системы управления используют в станках фрезерной, токарной и шлифовальной групп. Контурные криволинейные системы ЧПУ применяют в станках многих групп. Они обеспечивают формообразование при обработке в результате одновременного согласованного движения по нескольким управляемым координатам.
Программу движения исполняемых органов по отдельным координатам при контурной и объемной обработках рассчитывают, исходя из заданной формы обрабатываемой поверхности детали и результирующей скорости движения, определяемой режимом резания. Рассогласование привода подач может привести к ошибке обработки контура. Контурные системы являются наиболее сложными как с точки зрения алгоритма работы УЧПУ, так и с точки зрения требований, предъявляемых к приводу подач.
Разновидностью контурных систем ЧПУ являются синхронные системы, применяемые в основном в зубообрабатывающих станках. УЧПУ задает постоянное соотношение скоростей по двум или большему числу координатных осей станка, а формообразование обеспечивается благодаря конфигурации инструмента. Соотношение скоростей движения по осям задается программой и сохраняется на все время обработки заготовки данной детали. В большинстве случаев требуется не только обеспечить определенное соотношение средних скоростей движения по координатам, но и сохранить определенное рассогласование в приводах координат. Одна из координат станка (обычно главный привод) служит задающей и на ней устанавливают измерительный преобразователь (датчик). Такая система входит как составной элемент в УЧПУ токарно-винторезных станков для обеспечения режима нарезания резьбы.
Универсальное управление сочетает в себе принципы позиционного и контурного, позволяет осуществлять позиционирование и движение рабочих органов станка по заданной траектории. Такое управление наиболее эффективно для многооперационных и многоцелевых станков.
По числу потоков информации системы могут быть [25]:
1. Разомкнутые (один поток от ЧПУ к станку). Основное преимущество такой системы – простота.
2. Замкнутые (два потока от ЧПУ к станку) и наоборот (датчики положения скорости). Основное преимущество – более точное перемещение исполнительных органов.
3. Адаптивные (самонастраивающиеся) системы. Представляют собой управление, при котором обеспечивается автоматическое приспосабливание процесса к изменяющимся условиям обработки по определенным критериям. Они помимо основного потока информации имеют дополнительные, позволяющие корректировать процесс обработки с учетом деформации технологической системы, затупления режущего инструмента, колебания припуска и твердости
заготовок и др. По способу реализации системы ЧПУ укрупненно можно классифицировать следующим образом: системы с аппаратной реализацией алгоритмов управления; системы, построенные на основе микроконтроллеров; системы, построенные на основе ПЭВМ.
В зависимости от уровня использования средств вычислительной техники, системы ЧПУ классифицируются следующим образом.
1. Системы типа NC (Numerical Control) – числовое программное управление, осуществляющее адресование команд, расчет некоторых элементов геометрии детали, интерполяцию промежуточных точек по опорным, реализацию типовых циклов по жестко заданным алгоритмам, реализованным аппаратным способом. Информация в систему ЧПУ типа NC вводится с управляющей программы кадрами (порциями).
2. Системы типа MNC (Memory NC) или SNC (Stored NC) – агрегатно-блочные системы ЧПУ типа NC, оснащенные дополнительным блоком оперативной памяти, позволяющим хранить информацию об управляющей программе. Программа в устройство ЧПУ вводится сразу, проверяется, а затем выдается для обработки кадрами. Преимуществом системы типа MNC, по сравнению с системой типа NC, является высокая надежность в работе, т. к. необходимость в использовании сложного фотосчитывающего устройства для каждого кадра программы не требуется.
3. Системы типа HNC (Hand NC) – с ручным заданием управляющей программы на пульте управления. Преимущество таких систем по сравнению с системами типа MNC – отсутствие необходимости подготовки УП (управляющей программы) технологом-программистов.
4. Системы типа CNC (Computer NC) – системы управления со встроенными одной или несколькими микроЭВМ (микропроцессорами) и с программной реализацией алгоритмов, которые записываются в постоянное запоминающее устройство при изготовлении устройства ЧПУ. Системы типа CNC имеют возможность формировать типовые циклы обработки применительно к различным технологическим задачам. Программно-математическое обеспечение для реализации этой возможности хранится в постоянно перепрограммируемом запоминающем устройстве. Системы CNC позволяют программировать логику работы электроавтоматики силового оборудования станка.
5. Система DNC (Direct Numerical Control) – система, управляющая группой станков от одной ЭВМ, имеющая общую память для хранения программ, распределяемых по запросам от станков. Такие УЧПУ являются устройствами высшего ранга и служат для организации согласованной работы технологических объектов, включенных в комплекс, например в ГПС (гибкие производственные системы).
6. Система PCNC (Personal Computer NC) – системы управления, появившиеся в последнее время и построенные на основе персонального компьютера в индустриальном исполнении, основное отличие которых заключается в ударо- и виброзащищенном исполнении, а также в наличии специальной интерфейсной платы, обеспечивающей сопряжение ПЭВМ с приводами, датчиками, электроавтоматикой станка. Такое построение позволяет удешевить
систему ЧПУ, легко ее адаптировать к различным по функциональному назначению станкам путем коррекции соответствующего программного обеспечения. Все это позволяет легко модернизировать устаревшие системы ЧПУ NC, MNC, SNC, HNC, CNC, DNC до PCNC, что в ряде случаев успешно выполняется
(при условии удовлетворительных точностных характеристик модернизируемого оборудования).
7. STEP-NC (пошаговая система управления), разрабатываемая в последнее время система ЧПУ. Построена на основе систем PCNC, ее основная идея – исключить участие человека в подготовке к процессу обработки. В состав программного обеспечения такой системы обязательно входят пакеты CAD, CAPP, CAM.
Функционирование осуществляется по шагам:
1. Система CAD обеспечивает автоматизацию разработки чертежа обрабатываемой детали и подготовку геометрической и технологической информаций к передаче в CAPP и системы САМ.
2. Система CAPP определяет технологию обработки заготовки детали на оборудовании (устанавливает способы обработки, назначает режимы, устанавливается режущий и вспомогательный инструменты, устанавливает последовательнось и состав переходов обработки).
3. Система CАМ осуществляет по результатам предыдущих шагов расчет траектории перемещений инструмента, определение последовательности событий управления приводами и электроавтоматикой станка. Обычно результатом работы системы CAM является управляющая программа (УП), которая в дальнейшем отрабатывается оборудованием (это позволяет легко модернизировать существующие системы DNC и PCNC до STEPNC), однако в настоящее время выполняется проектирование систем САМ, непосредственно управляющих СЧПУ станком без формирования УП.
УСТРОЙСТВО СТАНКОВ С ЧПУ
ОСОБЕННОСТИ ПОСТРОЕНИЯ СИСТЕМ УПРАВЛЕНИЯ
Структура системы УЧПУ, построенной на основе ПЭВМ
Структурная схема СЧПУ класса PCNC может быть рассмотрена на примере широко распространенной системы NC-201 российского производства [1]. Рассматриваема система представляет собой индустриальный компьютер, построенный на основе AMD 5×86-133 процессора. Внешний вид пульта управления такой системы показан на рис. 2.1.

Устройство с числовым программным управлением (УЧПУ) является программно-управляемым устройством, имеет аппаратную и программную части. Структурная схема УЧПУ представлена на рис. 2.2. Структура УЧПУ включает блок управления (БУ), пульт оператора (ПО) и блок питания (БП).
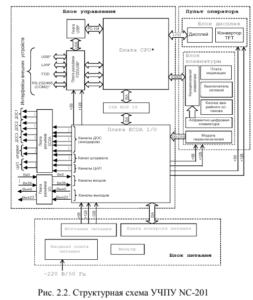
БП обеспечивает преобразование первичного сетевого напряжения во вторичные необходимые для работы всех систем СЧПУ с требуемыми электрическими характеристиками.
БУ управляет работой УЧПУ и внешнего подключаемого оборудования. Ядром БУ является плата CPU. Взаимодействие модулей БУ обеспечивают сигналы внешней локальной шины процессора ISA BAS 16.
Через каналы модуля ECDA I/O осуществляется управление периферийным оборудованием:
– следящим электроприводом подач и главного движения с обратной связью;
– преобразователями перемещений фотоэлектрического типа (энкодерами);
– шпинделем; – электронным штурвалом фотоэлектрического типа.
По каналам входа/выхода модуль ECDA I/O обеспечивает двунаправленную связь (опрос/управляющее воздействие) между УЧПУ и электрооборудованием управляемого объекта. Обмен информацией происходит под управлением программного обеспечения. Управление дополнительными устройствами ввода/вывода производится платой CPU через интерфейсы внешних устройств: RS232/485, FDD, LAN, USB. ПО обеспечивает выполнение всех функций управления и контроля в системе «ОПЕРАТОР-УЧПУ-ОБЪЕКТ УПРАВЛЕНИЯ». Структура ПО включает в себя блок дисплея и блок клавиатуры. В качестве элементов управления ПО используются клавиши, кнопки и переключатели, а в качестве элементов контроля – дисплей и светодиоды. Эти элементы позволяют оператору управлять работой системы, вести с ней активный диалог, получать необходимую информацию о ходе управления объектом. Связь УЧПУ с объектом управления и дополнительными устройствами ввода/вывода осуществляется через внешние разъемы.
Система ЧПУ фирмы Fanuc
Компания GE Fanuc Automation – лидер в области поставки новейших высокоэффективных устройств с ЧПУ и соответствующего оборудования для станкостроения. Компания GE Fanuc Automation выпускает ЧПУ открытого и традиционного типов, которые увеличивают производительность станков путем обеспечения возможности доступа к информационным и программным средствам в самом станке. Системы ЧПУ компании GE Fanuc рассчитаны на такой широкий спектр операций, как шлифование, сверление, резка, фрезерование, перфорирование, токарная обработка и прочее.
Благодаря высоким эксплуатационным характеристикам и надежности, ЧПУ традиционного типа обслуживают самые разные станочные системы по всему миру. Встроенная в блок миниатюрная печатная плата ЧПУ позволяет полностью использовать возможности самых современных больших интегральных схем (БИС) и технологий поверхностного монтажа. Плата монтируется за жидкокристаллическим дисплеем. СЧПУ включает также высокоскоростную сервошину последовательного действия и компактный распределяемый модуль ввода-вывода, что позволяет подключать один блок управления ЧПУ и сразу несколько сервоусилителей к одному волоконно-оптическому кабелю. Различные модули ввода-вывода могут монтироваться на рабочей панели и на пульте управления станком, что позволяет значительно уменьшить объем электроавтоматики станка и его размеры (рис. 2.3).

Весь спектр ЧПУ открытого типа компании GE Fanuc представлен сериями 160i, 180i, 210i and 160is, 180is, 210is, разработанными на базе 16i, 18i и 21i серий. ЧПУ открытого типа обеспечивают высокоэффективную реализацию функций управления ЧПУ компании GE Fanuc одновременно с функциями персонального компьютера и возможностью их дальнейшего расширения. Устройство ЧПУ и станок могут управляться с помощью графического пользовательского интерфейса персонального компьютера. Кроме того, сетевые возможности могут быть использованы для обмена информацией, а программные средства и базы данных – для управления сервисными программами. Программное обеспечение компании GE Fanuc (библиотека CNC) используется для ввода-вывода внутренней информации ЧПУ. Такое программное обеспечение может поддерживать стандартный набор языков программирования Microsoft (Visual Basic или Visual C++TM), а также интерфейс OLE/DDE.
Система ЧПУ фирмы Siemens
СЧПУ фирмы Siemens являются высококачественными системами управления для обрабатывающих станков. ЧПУ Siemens представлены такими сериями: SINUMERIK 802D, SINUMERIK 810D, SINUMERIK 840D(рис. 2.4).

СЧПУ фирмы Siemens представляют собой целостный комплекс взаимодействующих компонентов: устройство ЧПУ — управляющее ядро системы, компоненты управления для общения оператора с системой, контролирующий электроавтоматику, силовые исполнители: привода и двигатели в различных исполнениях в зависимости от задач, обратные связи измерительных систем, соединительные силовые и сигнальные кабели и программное обеспечение: системное, операторское, ввода в эксплуатацию, администрирования и информационного обмена.
Фирма Siemens разработала две группы УЧПУ:
– Семейство SINUMERIK 802C, 802S, 802D, которое ориентировано на применение в простых токарных и фрезерных станках. Эти УЧПУ ограничены по количеству осей и имеют оптимальные функциональные возможности, соответствующие их назначению.
– Семейство SINUMERIK 810D, 840D. SINUMERIK 810D – для станков с небольшими рабочими усилиями. SINUMERIK 840D – наиболее распространенное базовое модульное УЧПУ для широкого круга станков и технологических задач.
ОСОБЕННОСТИ УСТРОЙСТВА ПРИВОДОВ
Классификация приводов
Приводы станков с ЧПУ классифицируются по назначению и принципу работы (основные признаки), по типам двигателей, видам схем управления, месту установки и дополнительным признакам. По назначению выделяют приводы главного движения, подачи и вспомогательных механизмов. Одно из движений, осуществляемых в процессе резания и требующее основные энергетические затраты, называют главным. Привод, реализующий это движение, называется приводом главного движения.
Движения, осуществляемые в процессе резания, служащие для взаимного перемещения инструмента и заготовки и требующие меньших (по сравнению с главным движением) затрат энергии, называются движениями подачи. Приводы, реализующие эти движения, называются приводами подачи. Так, в сверлильных станках главным движением является вращение сверла, а движением подачи – перемещение пиноли.
Приводы, реализующие движения, имеющие вспомогательный характер (например, в зажимных приспособлениях, загрузочных устройствах, насосах, магнитных сепараторах и т. д.), называются приводами вспомогательных механизмов. По принципу работы приводы бывают электрические, электромеханические, гидравлические и электрогидравлические. Электрическим приводом называется устройство, преобразующее электрическую энергию в механическую и управляющее параметрами сформированного при этом движения. Основным элементом электропривода является электрический двигатель, в котором и происходит преобразование энергии. Управление параметрами движения осуществляют с помощью преобразователя основного управляющего параметра, датчика обратной связи, задающего устройства, устройства защиты и т. д.
На настоящий момент можно выделить несколько типов электроприводов для станочного оборудования: частотнорегулируемый электропривод с асинхронным двигателем, вентильный сервопривод (синхронный двигатель на постоянных магнитах со специализированным частотным преобразователем) и шаговый электропривод с электрическим дроблением шага. Преобразователи являются звеньями системы электропривода, в которых происходит изменение параметров тока или напряжения, т. е. преобразователь трансформирует электрическую энергию с одними параметрами в электрическую энергию с другими параметрами. Так, у преобразователя переменного тока в постоянный на входе переменный ток, а на выходе постоянный. Шаговые двигатели в приводах станков с ЧПУ используются чаще всего в комплекте с гидроусилителем момента. Достоинством шагового электропривода является отсутствие обратной связи по пути, что упрощает систему управления в целом, но при этом снижает надежность привода. В практике создания и эксплуатации станков с ЧПУ находят применение также силовые шаговые двигатели, не требующие промежуточного гидроусилителя, всевозможные линейные электроприводы, в том числе шаговые.
Наряду с элекродвигателем и преобразователем в состав привода входят и механические передачи. Механическая передача — часть системы привода, заключенная между выходным звеном источника движения (например, выходным валом электродвигателя или штоком гидроцилиндра) и звеном потребления механической энергии и предназначенная для кинематического преобразования движения на этом пути. Под кинематическим преобразованием понимают изменение направления усилия и скорости при линейном перемещении или изменение плоскости поворота при вращательном движении. Основные функции механических передач: распределение энергии (от одного источника движения) между различными звеньями ее потребления; совмещение энергии, поступающей от различных источников движения, и подведение ее к одному звену потребления; понижение или повышение скорости при одновременном повышении или понижении усилий или вращающих моментов; ограничение скорости или вращающего момента; регулирование скорости; преобразование вида движения (вращательного в поступательное); изменение направления оси вращения и т. д. В перспективе механические передачи в приводе станков будут играть менее значительную роль, так как их функции можно будет реализовывать с помощью электрических или гидроэлектрических устройств. Однако в настоящее время, несмотря на переход к электрическим способам управления движениями, механические передачи находят применение в станках с ЧПУ, что объясняется их простотой и надежностью.
Для передачи вращательного движения используют ременные, зубчатые и червячные передачи, а для преобразования вращательного движения в поступательное – зубчато-реечные и винтовые. В большинстве приводов станков с ЧПУ для преобразования вращательного движения в поступательное применяют передачу «винт – гайка качения» (рис. 2.5). В корпусе передачи, помимо гайки, помещены шарики, которые перемещаются между гайкой и винтом по замкнутому контуру и позволяют затянуть гайку так, чтобы исключить зазор в передаче. Затягивание при отсутствии шариков создало бы силу трения, препятствующую повороту винта.
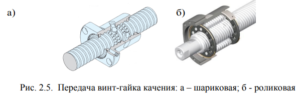
В шариковой передаче шарики циркулируют с возвратом, потери в этой передаче невелики, однако для обеспечения равномерного натяга по длине и исключения зазоров она должна быть выполнена с высокой точностью. Также в станках с ЧПУ находят применение муфты, электромагнитные фрикционные муфты и тормоза, зубчатые передачи и редукторы (рис. 2.6).

Приводы главного движения
Приводы главного движения и подачи в станках с ЧПУ предназначены для обеспечения процесса съема металла с максимальной производительностью при заданных точности и качестве обработки. В приводах главного движения иногда возникает необходимость точно и быстро остановить двигатель, например, точно остановить шпиндель токарного станка для автоматической выгрузки изделия и загрузки новой заготовки или точно остановить резец алмазнорасточного станка напротив шпоночного паза растачиваемого отверстия для вывода резца из отверстия. В этом случае, кроме увеличения диапазона регулирования, используют датчики нулевого положения, либо привод выполняется следящим.
Для увеличения надежности и долговечности механизмов привода следует решать задачу обеспечения безударности его пуска и торможения. В некоторых станках, например, токарно-винторезных, необходимо обеспечить возможность синхронного движения рабочих органов главного движения и подачи. Для этого на главном приводе устанавливается круговой импульсный датчик. Регулирование частоты вращения привода главного движения может быть ступенчатым, бесступенчатым и комбинированным.
Ступенчатое регулирование явилось исторически первым способом изменения частоты вращения шпинделя станка и было обусловлено следующими факторами: изначально станки с ЧПУ проектировались на основе аналогичного универсального оборудования, имеющего регулирование частоты вращения с помощью коробки скоростей; отсутствие электронной элементной базы, позволяющей реализовать идею бесступенчатого регулирования частоты вращения мощного электродвигателя при сохранении постоянства вращающего момента в широком диапазоне частот. Ступенчатое регулирование имеет следующие преимущества – двигатель главного движения вращается с постоянной оптимальной скоростью, обеспечивая максимальный рабочий момент; применение асинхронного электродвигателя позволяет отказаться от преобразователя, что упрощает электрическую схему. Недостатки такого привода: требуется наличие сложных автоматических механических устройств изменения частоты вращения, торможения.
Ступенчатое регулирование в большом диапазоне осуществляется с помощью:
– многоваловых коробок (число ступеней до 24; диапазон регулирования и мощность не ограничиваются);
– ступенчато-шкивных передач с одинарным или двойным перебором (число ступеней до 12; диапазон регулирования до 30);
– многоскоростных асинхронных двигателей в сочетании с многоваловыми коробками передач.
Автоматическое переключение скоростей в передачах осуществляется с помощью электромагнитных фрикционных муфт. Такие системы регулирования имеют следующие существенные недостатки: невозможность в процессе обработки поддерживать оптимальные режимы резания, высокая кинематическая сложность коробки скоростей, смена частоты вращения требует останова шпинделя, низкая надежность и недолговечность электромагнитных фрикционных муфт.
Появление соответствующей электронной базы привело к созданию привода с комбинированным способом регулирования: частота вращения вала электродвигателя изменяется в ограниченном диапазоне при помощи электронных преобразователей. Расширение диапазона регулирования до требуемого при обработке осуществляется при помощи простых (обычно трехступенчатых) коробок скоростей. Такой привод позволяет оптимизировать режимы резания при обработке, поддерживать постоянную скорость резания, однако при переходе с одного диапазона частот вращения к другому требует остановки процесса обработки, а в ряде станков такой переход осуществляется вручную, например16А20Ф3.
Появление новых синхронных и асинхронных двигателей, обеспечивающих постоянство крутящего момента в широком диапазоне частот вращения (синхронные переменного тока – рабочая частота вращения до 40 000 об/мин, асинхронные – до 12 000 об/мин), позволило полностью отказаться от коробки скоростей, а в ряде случаев и от всех механических передач в цепи главного движения, и результатом явилась разработка мотор-шпинделей (непосредственно шпиндель станка является одновременно и ротором электродвигателя).
С целью снижения влияния тепловыделения двигателя на шпиндель станка используется жидкостное охлаждение электродвигателя. В качестве таких двигателей могут быть использованы асинхронные электродвигатели 1PH2 фирмы «Сименс» (рис. 2.7) [2]. Встраиваемые двигатели 1PH2 используются на станках с повышенными требованиями к качеству обработки, точности и плавности хода (токарные станки, шлифовальные станки).
Преимущества от использования:
– компактная конструкция, благодаря удалению механических компонентов: балансира двигателя, ременной передачи, редукторной
коробки и шпиндельного датчика;
– высокая удельная мощность, благодаря жидкостному охлаждению;

– высочайшая точность обработки вследствие спокойного, точного вращения шпинделя на малых оборотах, так как нет воздействия поперечных усилий привода;
– ускоренный разгон и торможение;
– полный номинальный момент вращения доступен во всем диапазоне частот вращения;
– повышенная жесткость шпиндельного привода, благодаря монтажу компонентов двигателя между главными подшипниками
шпинделя;
– низкий уровень шума, благодаря удалению многих ранее используемых элементов станка;
– передача момента вращения на шпиндель происходит без зазора и с силовым замыканием через цилиндрическую ступенчатую прессовую посадку.
Ротор монтируется на шпиндель термической стыковкой. Прессовое соединение может быть разъединено гидравлическим методом без нарушения стыкуемых поверхностей. Находят применение и синхронные электродвигатели (рис. 2.8). Преимущества использования встраиваемого синхронного двигателя аналогичны преимуществам применения асинхронного, однако он имеет ряд дополнительных положительных сторон:
– максимальная частота вращения до 40 000 об/мин;
– ротор остается холодным вследствие возбуждения постоянными магнитами, как следствие – значительное уменьшение потерь мощности в роторе и меньший нагрев подшипников;
– требуется меньший теплоотвод при той же мощности по сравнению с 1PH2, т. е. увеличение КПД;

– необходим только один датчик (измерительная система полого вала) для определения скорости и положения шпинделя;
– увеличение производительности станка: мотор-шпиндели с возбуждением постоянными магнитами увеличивают удельную мощность и рентабельность станков с ЧПУ.
Синхронные встраиваемые двигатели с жидкостным охлаждением 1FE1 используются там, где предъявляются повышенные требования к качеству обработки, точности, плавности хода, а также требуется наименьшее время разгона. Основной недостаток синхронных двигателей – невозможность эксплуатации без специального частотно-импульсного преобразователя. Структурная схема управления главным приводом с синхронным электродвигателем (рис. 2.9) предусматривает бестрансформаторное питание и рекуперирование энергии при торможении.
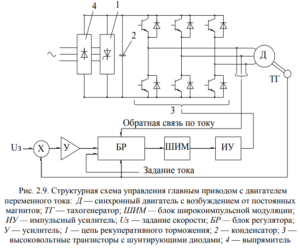
Данный привод обеспечивает постоянную мощность на валу двигателя в достаточно широком диапазоне частот вращения. Двигатели, благодаря их высокой частоте вращения, позволяют использовать понижающую передачу с большим отношением. Транзисторный блок управления в сочетании с вентильным блоком рекуперации работает так, что при торможении энергия возвращается в питающую сеть переменного тока. Это позволяет реализовать высокую частоту чередования ускорения и замедления и обеспечить высокое качество процесса торможения. Электронный блок регулятора тока позволяет уменьшить вибрации и шум во всем диапазоне частот вращения, а введение в схему управления главным приводом датчика угла поворота обеспечивает ориентацию шпинделя и остановку его в фиксированном положении, что необходимо в станках с автоматической сменой инструмента.
Следящие приводы подач
Привод подач – один из основных узлов, определяющих производительность и точность станка с ЧПУ. Поскольку УЧПУ практически безынерционно формирует сигналы управления приводом, обеспечивающие движение по заданной траектории или позиционирование в заданной координате, большое значение приобретает совершенствование параметров исполнительного двигателя и схемы управления им с учетом особенностей кинематической цепи привода. По мере совершенствования СЧПУ, увеличения жесткости и точности узлов станка, повышаются требования к быстродействию и точности привода подач: скорость быстрых перемещений в современных станках доведена до 50 м/мин, а дискретность перемещений – до 1 нм. Указанным требованиям удовлетворяют приводы и двигатели, разработанные специально для станков с ЧПУ. Высокими показателями характеризуется тиристорный привод с низкоскоростным высокомоментным двигателем постоянного тока и возбуждением от высокоэнергетических магнитов (рис. 2.10). Двигатель имеет большой момент инерции, обеспечивает хорошие динамические характеристики, полученные в результате использования (для возбуждения) высокоэнергетических керамических магнитов, выдерживающих 10-15-кратные пиковые моменты без размагничивания. Значительная масса и теплоемкость ротора позволяют достаточно долго (до 30 мин) выдерживать значительные перегрузки.

В приводах с высокомоментными двигателями во многих случях исключена необходимость в редукторе или значительно упростилась его конструкция, что уменьшило динамическую нагрузку приводного механизма и ее влияние на переходные процессы. Высокий КПД современных винтовых передач и направляющих обеспечивает ускоренные перемещения при крутящем моменте привода, равном 15-20 % от номинального крутящего момента, необходимого для процесса резания. В то же время, резание с большими усилиями возможно лишь при скорости, равной 15-20 % от скорости быстрого перемещения. Эти особенности и определяют специфику создания привода подач станков. Однако, несмотря на все свои достоинства, высокомоментный двигатель постоянного тока не используется в современных станках. Это обусловлено наличием коллекторных узлов в конструкции двигателя. Являясь ненадежным и быстро изнашиваемым узлом, коллектор приводит к частым отказам привода. Вследствие этого, наибольшее распространение в современных приводах получили синхронные элекродвигатели. Они обладают удовлетворительными характеристиками, и в их конструкции полностью отсутствует коллектор, т. к. ротор такого двигателя выполнен из высокоэнергетических магнитов, а обмотки расположены в неподвижном статоре.
Следящий привод имеет, как минимум, два датчика обратной связи – по скорости (тахогенератор) и по пути. Тахогенератор всегда устанавливают на вал двигателя подачи, при этом часто встраивают непосредственно в двигатель. Что касается датчика обратной связи по пути, то существуют три варианта его установки, в зависимости от которых различают и структурные схемы следящих приводов (рис. 2.11).
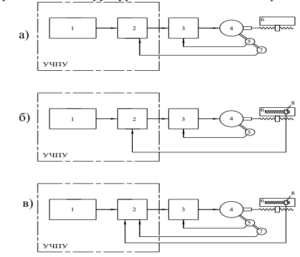
В станках нормальной точности датчик обратной связи по пути выполняют круговым и устанавливают на ходовой винт или на вал двигателя (рис. 2.11 (а)); поскольку пара винт—гайка не охвачена обратной связью, погрешности этой пары переносятся на изделие. Систематическую слагаемую этих погрешностей, повторяющуюся стабильно, можно компенсировать с помощью заранее программируемых корректирующих сигналов. Следящие приводы с такой структурной схемой, называемой схемой с полузамкнутым контуром обратной связи по положению, обеспечивают точность позиционирования ± 10 мкм.
В микропроцессорных системах ЧПУ обратные связи по пути замыкаются в УЧПУ, а обратные связи по скорости — в блоке управления приводом. Таким образом, в следящих системах используют регулируемый привод с введением обратной связи по пути. В прецизионных станках устанавливают на столе станка высокоточный линейный датчик 8 (рис. 2.11 (б)). Такая структурная схема называется замкнутой по положению. При этой схеме зазоры в кинематической цепи и упругие деформации влияют на колебания привода. Поэтому, в ряде случаев (например, в тяжелых станках) применяют гибридную схему обратной связи (рис. 2.11 (б)), в которой используют два датчика: круговой, установленный на вал двигателя или ходовой винт, и линейный, установленный на стол станка. При этом круговой датчик используют для позиционирования, а линейный – для автоматической коррекции погрешностей кинематической цепи.
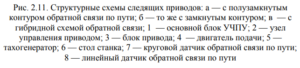
Для уменьшения величины выбега (т. е. пути, который проходит рабочий орган после получения команды на остановку) используют способы интенсивного торможения. Подходить к позиции точной остановки можно лишь на очень низкой скорости. Поэтому между первой (на торможение) и второй (на отключение) командами в позиции точной остановки приходится вводить промежуточную скорость. В цикловых системах управления при одноступенчатом графике позиционирования после получения команды на торможение рабочий орган станка, например координатный стол, может остановиться в любой точке участка, который называется участком разброса тормозного пути при одноступенчатой остановке. Если рабочий орган остановится в начале этого участка, то весь участок придется проходить на ползучей скорости. Чаще всего остановка происходит в середине этого участка и оставшуюся половину проходят на ползучей скорости. По сравнению с одноступенчатым двухступенчатый график (показан жирными линиями на рис. 2.12) позволяет значительно (примерно в три раза) сократить время позиционирования: после получения первой команды (на торможение) выполняется переход рабочего органа на промежуточную скорость, с которой он перемещается до получения команды на второе торможение; затем скорость снижается до уровня ползучей и рабочий орган попадает на участок, называемый участком разброса тормозного пути при втором торможении.
Увеличивая число ступеней, переходят к графику с непрерывным позиционированием, который называется «оптимальным» и обеспечивает заданную точность позиционирования при минимальных затратах времени. Осуществление оптимального графика решается в системах ЧПУ со следящим приводом; в этих системах реализуются также двух- и трехступенчатые циклы позиционирования.
Дискретные (шаговые) приводы подач
Привод подач с шаговыми двигателями (ШД) можно разделить на группы: привод с силовым ШД, соединенным через кинематическую цепь с исполнительным механизмом; привод с управляющим ШД и промежуточным усилителем момента, выполненным в виде автономной следящей системы (обычно гидравлической); привод с линейным ШД. В первой и третьей группе динамические и статические характеристики привода определяются параметрами ШД, во второй — зависят от параметров следящей системы, которой управляет ШД. Преимущества шагового привода по сравнению с приводом следящим имеют значение лишь при малых мощностях приводов. К таким преимуществам относятся отсутствие датчика обратной связи по пути и тахогенератора, а также отсутствие коллектора со щетками.
Именно это обусловило применение ШД в приводе подач малых токарных и шлифовальных станков, а также для управления различными вспомогательными механизмами (поворот и смещение плансуппортов, резцедержателей и т. п.) станков и гибких производственных модулей. Современные быстродействующие ШД являются модифицированными синхронными электрическими машинами, обмотки которых возбуждаются несинусоидальными сигналами, т. е. прямоугольными или ступенчатыми импульсами напряжения с изменяющейся в широких пределах частотой. Ступенчатому характеру напряжений на фазах ШД соответствует дискретное вращение электромагнитного поля в воздушном зазоре двигателя. Вследствие этого движение ротора на низкой частоте слагается из последовательности элементарных перемещений, совершаемых по апериодическому или колебательному закону.
При возрастании управляющей частоты неравномерность частоты вращения ротора ШД сглаживается. Шаговые двигатели с электронным коммутатором осуществляют преобразование последовательности управляющих импульсов (унитарного кода) в угол поворота вала. Каждому импульсу управления соответствует поворот вала на фиксированный угол (шаг двигателя), величина которого однозначно определена конструкцией ШД и способом переключения его обмоток. Частота вращения и суммарный угол поворота вала пропорциональны частоте и числу поданных импульсов управления соответственно. В отличие от синхронных двигателей в ШД переход в синхронное движение из состояния покоя осуществляется без скольжения, а торможение — без выбега ротора. Благодаря этому ШД (в рабочем диапазоне частот) обеспечивают внезапный пуск, остановку и реверсирование без потери информации, т.е. без пропуска. Отдельную нишу занимают приводы с линейными ШД (рис. 2.13).

Привод включает в себя первичную часть, представляющую собой статор, и вторичную часть – основание с наклеенными редкоземельными магнитами. Рабочий зазор между первичной и вторичной частями составляет 0,3 мм. В процессе работы на первичную часть подаются управляющие импульсы электрического тока, периодически изменяя намагниченность полюсов статора, которые, взаимодействуя с магнитами вторичной части, вызывают ее линейное смещение в заданном направлении. При этом осуществляется преобразование электрических импульсов в непосредственно линейное перемещение исполнительного органа.
Такой привод имеет следующие преимущества по сравнению с классическим, построенным с использованием шарико-винтовых пар (ШВП) [2]:
– исключительная динамика и наивысшая скорость перемещения (до 500 м/мин);
– высокая точность;
– простой монтаж;
– износостойкость привода, благодаря бесконтактной передаче усилия.
Привод вспомогательных механизмов
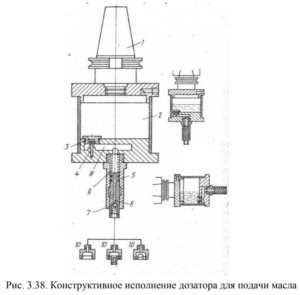
Привод вспомогательных механизмов может быть гидравлическим, пневматическим, электрическим. Гидроприводы обеспечивают высокую плавность движения исполнительных механизмов, а также широкий диапазон скорости их перемещения. Гидропривод надежно защищает систему от перегрузок и позволяет механизмам работать по жестким упорам. К недостаткам можно отнести наличие наружных утечек жидкости. В станках с ЧПУ гидропривод используется для вспомогательных механизмов (револьверных головок, инструментальных магазинов, механизмов автоматической загрузки приспособлений спутников, зажимных устройств). Гидропривод станков с ЧПУ включает насосы, направляющую гидроаппаратуру, регулирующую гидроаппаратуру, вспомогательные элементы, исполнительные механизмы. Исполнительными механизмами гидропривода являются объемные гидродвигатели, предназначенные для преобразования энергии потока масла в энергию движения выходного звена гидродвигателя.
По характеру движения выходного звена гидродвигатели делятся на гидроцилиндры (с поступательным движением), поворотные гидродвигатели и гидромоторы (с неограниченным вращательным движением выходного звена). К последним следует отнести и шаговые приводы. Поворотные гидродвигатели предназначены для вращательных движений на угол до 270°. Двигатели состоят из корпуса, двух крышек, вала с лопастью, неподвижной перегородки, уплотнений и крепежных деталей.
Вал установлен на двух подшипниках, расположенных в крышках. Эти двигатели в основном находят применение в промышленных роботах. В станках с ЧПУ и промышленных роботах, наряду с гидроприводом, применяется и пневмопривод, в котором для приведения в движение механизмов используется сжатый воздух. Пневмопривод обеспечивает высокое быстродействие исполнительных механизмов, имеет небольшие габариты и надежно предохраняет механизмы привода от перегрузки. Ввиду того, что пневмопривод развивает сравнительно небольшие усилия, в станках с ЧПУ его, в основном, используют для автоматизации вспомогательных движений в тех случаях, когда надо обеспечить высокое быстродействие.
Отдельные элементы пневмопривода используются в станках с ЧПУ для подачи сжатого воздуха, для продувки гнезда шпинделя, очистки баз приспособлений и др. Подача сжатого воздуха к пневмоприводу осуществляется от заводской пневмосети, обеспечивающей давление в пределах 0,4-0,6 МПа. В тех случаях, когда требуется более высокое давление сжатого воздуха, а также обеспечение надежной автономной работы оборудования, используются индивидуальные компрессоры. В качестве исполнительных механизмов в электроприводе вспомогательных движений применяют различные серводвигатели, в том числе и шаговые.
УСТРОЙСТВА АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА (АСИ) СТАНКОВ С ЧПУ
Устройства АСИ для станков токарной группы
На станках с ЧПУ токарной группы наиболее широко применяются многопозиционные револьверные головки (рис. 2.14) [3–5], число инструментов в которых позволяет осуществить полную токарную обработку заготовок. Около 70 % заготовок могут быть обработаны всего восемью инструментами, а при наличии 13 инструментов можно обработать более 95 % заготовок. Револьверные головки применяются четырех-, шести-, восьмипозиционные и с большим числом позиций.
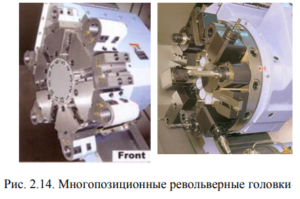
Наиболее широко используются восьмипозиционные головки. При оснащении токарных станков двумя независимо программируемыми головками, в обработке заготовок одновременно принимают участие два инструмента. Револьверные головки применяются с вертикальной, горизонтальной и наклонной осями вращения. Инструменты, как правило, устанавливаются в той последовательности, в какой они используются согласно технологическому процессу. Смена инструмента осуществляется поворотом и фиксацией головки или линейным ее перемещением (в случаях, когда в одной позиции установлено несколько инструментов). Инструментальный магазин – револьверная головка, и является рабочим органом станка, воспринимающим силы резания, следовательно, к нему предъявляются требования высокой прочности, жесткости и точности позиционирования. Инструменты для обработки внутренних и наружных поверхностей не должны мешать друг другу. Время смены инструмента должно быть минимальным. Замена инструмента должна осуществляться удобно и легко, для чего к нему необходимо обеспечить свободный доступ.
На рис. 2.15 показаны схемы различных вариантов и сочетаний револьверных головок, применяемых на токарных станках с ЧПУ. Изначально на станки устанавливалась револьверная головка, выполненная по аналогии с резцедержателем универсального станка. В такие четырехпозиционные револьверные головки с осью, перпендикулярной к оси шпинделя (рис. 2.15 (а)), на каждой грани головки может быть установлено несколько инструментов. При этом, можно вести обработку сразу несколькими инструментами. Попытка увеличить количество позиций револьверных головок привела к созданию 6-, 8-, 10- и 12-позиционных головок с осью, перпендикулярной оси шпинделя станка (рис. 2.15 (б)). В 12- позиционной головке могут быть установлены шесть инструментов для обработки наружных поверхностей и шесть для внутренних. Дальнейшее совершенствование револьверных головок привело к созданию 8- и 12-позиционных головок с осью, параллельной оси шпинделя (рис. 2.15 (в)), обеспечивающих максимальную точность установки инструмента. Такие головки используются, в основном, на патронно-центровых станках.
Шестипозиционные корончатые револьверные головки показаны на рис. 2.15 (г).
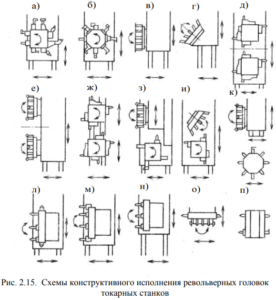
Дальнейшее стремление увеличить емкость головок привело к установке нескольких инструментальных головок на одной каретке. Две головки 4-, 5- или 6-позиционные с осью вращения, перпендикулярной к оси шпинделя, установленные на одной каретке, показаны на рис. 2.15 (д), а две головки с осью, параллельной этой оси, установленные на одной каретке – на рис. 2.15 (е). Если допустить возможность независимого перемещения головок по оси, перпендикулярной к шпинделю, то вполне возможно осуществлять обработку сразу нескольких поверхностей. Две головки (4- или 6-позиционные) с осью, перпендикулярной оси шпинделя, с независимым поперечным перемещением (рис. 2.15 (ж)) обеспечивают одновременную обработку заготовки двумя инструментами. Две головки на общей каретке, одна из которых (с восемью и большим числом позиций) с осью, параллельной оси шпинделя, предназначена в основном для обработки наружных поверхностей, а вторая четырех- или шестипозиционная с осью, перпендикулярной оси шпинделя для внутренних поверхностей, показаны на рис. 2.15 (з). Две головки на одной каретке, одна из которых корончатая, а вторая – с осью, перпендикулярной оси шпинделя, – на рис. 2.15 (и). На рис. 2.15 (к) показаны две головки с независимым перемещением, одна из которых с осью, параллельной оси шпинделя, а вторая – с осью, перпендикулярной оси шпинделя, предназначены для обработки внутренних поверхностей. Однако применение таких конструкций с несколькими револьверными головками ведет к значительному усложнению конструкции станка, системы ЧПУ, повышает сложность разработки управляющих программ, а количество поверхностей, допускающих совместную обработку, ограничено.
Значительная часть (70-75 %) обрабатываемых на токарных станках с ЧПУ видов деталей (фланцы, валы, стаканы) требуют и других отличных от токарных методов обработки, к которым относятся сверление, резьбонарезание метчиком, фрезерование боковых поверхностей и канавок. Для сокращения цикла обработки таких деталей их целесообразно полностью обрабатывать на одном станке, что исключает время на переустановку заготовки со станка на станок. Однако, если установить в револьверной головке токарного станка вращающийся инструмент, то заготовки могли быть полностью обработаны на одном станке. Практическая реализация данной идеи привела к созданию револьверных головок с приводными позициями (рис. 2.16). Показанная на рис. 2.16 головка, вследствие того, что одновременно вращаются сразу все инструменты, имеет ряд существенных недостатков: представляет опасность для оператора и значительные затраты энергии на бесполезное вращение неиспользуемого инструмента. Данные недостатки привели к созданию револьверных головок, у которых вращается только один задействованный в обработке инструмент (рис. 2.17).
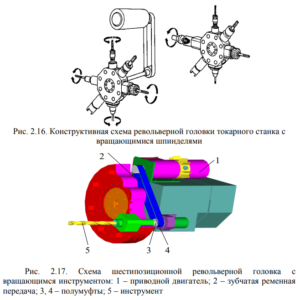
Токарные станки, оснащенные приводным инструментом, получили название токарных обрабатывающих центров. Такие станки обычно оснащаются одной револьверной головкой, содержащей как приводной, так и неподвижный инструмент; двумя револьверными головками, одна из которых содержит неподвижный инструмент, а вторая – приводной.
Токарные станки с ЧПУ могут быть оснащены устройствами АСИ, состоящими из магазинов-накопителей инструмента и манипуляторов, которые автоматически заменяют инструмент в резцедержателе. Применение таких устройств АСИ имеет следующие преимущества перед револьверными головками: исключается возможность сталкивания инструмента, что значительно упрощает программирование и составление карт наладки; наличие большего числа инструментов в магазине позволяет обработать максимальное число поверхностей с одной установки; обеспечивается возможность замены инструментов в магазине во время работы станка, что сводит к минимуму подготовительно-заключительное время на смену комплекта инструментов. Примеры обработки поверхностей на токарных обрабатывающих центрах показаны на рис. 2.18.

В настоящее время магазины − накопители устанавливаются, в основном, на токарные обрабатывающие центры с вертикальным расположением оси шпинделя. На станках с горизонтальным расположением оси шпинделя используются в основном восьмипозиционные револьверные головки с горизонтальной осью вращения. При изготовлении криволинейных пазов и поверхностей кулачков, а также для растачивания отверстий с точным угловым расположением требуется привод шпинделя, управляемый УЧПУ и обеспечивающий программируемое угловое перемещение шпинделя, частоту и направление вращения. Для этого используется следящий привод с обратной связью по угловому положению шпинделя. При фрезеровании и нарезании резьбы гребенкой, при точении многогранников или фрезеровании винтовых канавок применяется синхронизация вращения инструмента и заготовки.
Устройства АСИ для фрезерно-сверлильно-расточных (многоцелевых) станков
В общем случае устройства АСИ многоцелевых станков состоят из следующих компонентов [3]: инструментальных магазинов, являющихся накопителями инструмента (блоков режущего и вспомогательного инструмента для инструментальных шпинделей); инструментальных манипуляторов, предназначенных для смены инструмента в шпинделе станка; промежуточных транспортных манипуляторов, предназначенных для передачи инструмента от магазина к инструментальным манипуляторам или к промежуточным позициям –- накопителям инструмента. Основные требования, предъявляемые к инструментальным магазинам, следующие: достаточная вместимость; высокая точность позиционирования инструмента в рабочем органе станка; легкость и удобство загрузки магазинов и хороший доступ к ним; минимальное время, затрачиваемое на смену инструмента; высокая надежность; наименьшее число координат при смене инструмента. Вместимость инструментальных магазинов весьма различна (от 6 до 160 шт. и более). Наименьшую вместимость имеют револьверные головки, а наибольшую – барабанные и цепные магазины. Конструктивные исполнения устройств АСИ зависят от типов станков, рабочей зоны расположения шпинделя, необходимого числа и типа инструментов.
Используются три типа устройств АСИ: для смены шпиндельного узла; для смены инструмента в шпинделе станка и комбинированные. Устройства для смены шпиндельного узла подразделяются на устройства с револьверными головками (рис. 2.19) и с дисковыми магазинами (рис. 2.20). В револьверных головках инструменты устанавливаются в требуемой последовательности обработки заготовки. Автоматическая смена инструмента осуществляется расфиксацией, поворотом и фиксацией револьверной головки. Инструменты, как правило, закрепляются в гнездах магазина и не меняются в течение всего времени обработки партии заготовок. Магазин является рабочим органом станка, воспринимающим силы резания.

При применении револьверных головок необходимость наличия инструментальных и транспортных манипуляторов, а также промежуточных накопителей отсутствует. Преимуществом таких устройств АСИ являются простота конструкции, минимальное время, необходимое для смены инструментов (1–3 с), отсутствие устройства автоматической смены инструмента в шпинделе станка.

Недостатки: небольшое число инструментов; ограниченность рабочей зоны (поскольку подача инструмента осуществляется перемещением револьверной головки); невысокая жесткость инструментальных шпинделей. По положениям осей револьверных головок эти устройства подразделяются на головки с горизонтальной и вертикальной осями вращения. Наиболее широкое применение получили револьверные головки с горизонтальной осью вращения (на многоцелевых станках с вертикальным шпинделем). Устройства для смены шпиндельного узла в виде дискового магазина используются с горизонтальной, вертикальной или наклонной осью поворота. Шпиндели поочередно присоединяются к приводу, обеспечивающему вращение и подачу шпинделя (рис. 2.20). При смене инструмента шпиндель отсоединяется от привода. Магазин поворачивается в положение, при котором очередной шпиндель устанавливается соосно со шпинделем привода и присоединяется к последнему. Преимуществом устройств АСИ с магазином шпиндельных гильз перед устройствами с револьверными инструментальными шпиндельными головками является увеличение числа инструментов, большая жесткость шпинделя, меньшие ограничения зоны обработки, поскольку подача инструментов осуществляется перемещением гильзы шпинделя.
По сравнению с устройствами АСИ со сменой инструмента в шпинделе станка, АСИ с магазином шпиндельных гильз имеют меньшую жесткость шпинделя из-за необходимости увеличения вылета инструмента, меньшую вместимость магазинов, необходимость при смене инструмента отвода заготовки на значительное расстояние от шпинделя. На инструмент, находящийся в магазине, возможно попадание стружки и пыли. Устройства для смены инструмента в шпинделе станка состоят из магазинов-накопителей инструмента и устройств различных конструкций для автоматической его установки из магазина в шпиндель станка и обратно. На небольших и средних многоцелевых станках применяются наиболее простые конструкции устройств АСИ, в которых смена инструмента осуществляется относительным перемещением магазина и шпинделя станка (рис. 2.21) [7]. Применение таких устройств исключает наличие сложного узла – манипулятора, работающего в сложном цикле, требующего многих блокировок и точных фиксаций.

Это повышает надежность работы (что особенно важно при работе по безлюдной технологии), но увеличивает время смены инструмента, так как время поиска требуемого инструмента не может быть совмещено с временем работы станка. Магазины устройств АСИ с манипулятором подразделяются на дисковые,барабанные и цепные. Дисковые магазины (рис. 2.21) применяются с горизонтальной, вертикальной и наклонной осями вращения. Барабанные магазины выполняются многоярусными (в виде этажерок) с вертикальной осью вращения с горизонтально установленными инструментами. Цепные магазины выполняются вертикальными, горизонтальными или наклонными различной конфигурации (рис. 2.22) [4].

Наибольшей вместимостью обладают барабанные и цепные магазины.
Магазины-накопители инструментов могут быть установлены на стойке (колонне) станка, сверху или сбоку, вне станка или на шпиндельной бабке. Расположение магазина на шпиндельной бабке (рис. 2.23) не требует дополнительных перемещений манипулятора, шпиндельной бабки или магазина для обеспечения необходимого взаимного положения магазина и шпинделя при смене инструмента, которая осуществляется при любом положении шпинделя. Однако, в связи с большой массой магазина, имеют место значительные потери времени на вспомогательные ходы шпиндельной бабки.

При установке магазина вне шпиндельной бабки (рис. 2.21) смена инструмента осуществляется при перемещении шпиндельной бабки по окончании очередного перехода в позиции смены инструмента, что увеличивает время между переходами, а также снижает точность обработки на величину повторяемой точности позиционирования шпиндельной бабки. Инструментальные манипуляторы (рис. 2.24) [8], предназначенные для смены инструмента в шпинделе станка, по числу захватов подразделяются на одно-, двух- и многозахватные. Наиболее широкое применение получили двух-захватные манипуляторы.

С целью увеличения эффективности устройства АСИ, повышения их надежности и снижения стоимости используют устройства АСИ, выполненные в виде законченных унифицированных автономных узлов (модулей), которые не зависят от компоновки конкретного станка и могут поставляться как самостоятельные узлы к различным моделям станков с ЧПУ. Они могут устанавливаться на станине или колонне станка, или на отдельном фундаменте. Применение таких устройств позволяет максимально унифицировать конструкции многоинструментальных станков с ЧПУ. Установка магазинов агрегатированных автономных устройств АСИ вне станка на отдельном фундаменте обеспечивает большую вместимость магазина, удобство его обслуживания и исключает, вследствие отсутствия связи со станком, влияние переменного веса комплекта инструмента и вибраций при перемещении магазина для поиска инструмента во время работы станка, а также влияние температурного фактора на точность обработки.
Значительное расстояние магазина от рабочей зоны станка обеспечивает предохранение инструментов от попадания стружки, эмульсии, чугунной пыли и т. д. Комбинированные устройства АСИ. Такие устройства обеспечивают смену шпиндельного узла и инструмента в шпиндельном узле (рис. 2.25). В их состав входят: револьверная головка, поворот которой на 1800 обеспечивает смену всего шпиндельного узла; установленный на инструментальной бабке магазин с манипулятором, предназначенным для смены инструмента в одном из шпинделей револьверной головки во время обработки заготовки инструментом, установленным в другом шпинделе. Смена инструмента осуществляется в любом его положении относительно стола станка.
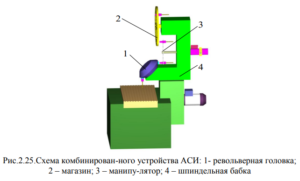
Устройство АСИ токарно-фрезерных обрабатывающих центров
Станкостроительными компаниями производится ряд многофункциональных токарно-фрезерных центров. Работа на таких станках требует меньше оснастки, меньше ручных настроек, меньше обслуживания благодаря высокой степени автоматизации и технологической оснащенности. Типичным примером является многофункциональный токарно-фрезерный центр пятого поколения Super NTX фирмы Nakamura (рис. 2.26).

Концепция Super NTX воплощает формулу «три в одном»: функциональные возможности двух токарных и фрезерного станков, что позволяет, осуществляя одновременное 11-осевое управление, высокопроизводительно выполнять комплексную обработку деталей с одной установки (рис. 2.27).
Точность обработки Super NTX обеспечивается продуманной конструкцией и качеством изготовления станков. Это жесткая станина, широкие направляющие скольжения (отсутствие вибраций при нагруженных режимах резания), принудительное охлаждение шпиндельных бабок и станины через сеть каналов с охлажденным маслом (стабильность точности при длительной обработке), интегрированная конструкция шпинделя и электропривода (меньше излучение тепла, отсутствие люфтов в передачах). Конструктивно шпиндели выполнены по типу «электрошпиндель» – т.е. ротор электродвигателя является единым целым с телом шпинделя. Управляемый поворот шпинделей с минимальным шагом 0,001о в сочетании с эффективным тормозом позволяет выполнять обработку по оси С, а также высококачественную контурную фрезерную обработку. Обработку деталей можно осуществлять одновременно в двух шпинделях либо раздельно – как на двух разных станках (например, для обработки двух разных деталей), либо вместе – в этом случае второй шпиндель используется в режиме дополнительной управляемой опоры (например, для обработки крупных деталей).
На каждой из двух револьверных головок может быть размещено 12 токарных и приводных инструментов (в том числе с внутренней подачей СОЖ), а при использовании спаренных оправок – до 24 токарных инструментов. Левая револьверная головка работает с шпинделем, а правая – с противошпинделем. Кроме того, они могут использоваться в качестве экономичного устройства для загрузки заготовок и выгрузки готовых деталей, а также с их помощью можно выполнять запрессовку втулок (с усилием до 800 кг). Для силового фрезерования и сверления используется инструментальный шпиндель с широкими возможностями перемещений и поворота относительно детали в шпинделе или противошпинделе. Функция контролируемого поворота шпинделя вокруг оси позволяет гибко использовать в нем не только фрезерный, но и токарный инструмент (в том числе с внутренней подачей СОЖ). В стандартном оснащении магазин рассчитан на 24 инструмента, и на 40, 80 и 120 – в качестве опции. Магазин расположен на собственной станине, вследствие чего процесс смены инструментов, а также их вес, не вызывают вибраций, не оказывают влияния на точность обработки и могут выполняться во время резания инструментами револьверной головки не прекращая обработку (рис.2.28).
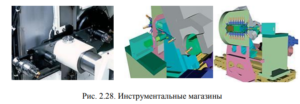
Для автоматизированной непрерывной работы станка предусмотрена функция управления ресурсом режущего инструмента, позволяющая автоматически, не дожидаясь критического износа инструмента, заменять его дубликатом из другой позиции револьверной головки или инструментального магазина. Функция контроля осевых нагрузок позволяет широко использовать ее возможности в работе со станком. Например:
- контроля усилия прижима детали вращающимся центром;
- автоматического задания глубины прохода при многопроходном сверлении в зависимости от величины нагрузки;
- аварийного останова станка при чрезмерных усилиях во время обработки;
- функции “воздушной подушки”, позволяющей мгновенно (за 0,008 с) отследить внезапный рост нагрузки и отвести рабочий орган назад, уберегая станок от поломки;
- запрессовки втулок и т.д.
Поставляемое в комплекте программное обеспечение позволяет централизованно следить с персонального компьютера за работой нескольких удаленных станков. С его помощью можно дистанционно:
- просматривать подробную информацию о работе станка;
- определять состояние его работы (работа по программе,операция завершена, авария);
- вводить и выводить УП для каждого из станков;
- отображать экраны систем ЧПУ подключенных станков и т.д.
Технологические возможности станков данного типа представлены в табл. 2.1.

ТЕХНОЛОГИЧЕСКОЕ ОСНАЩЕНИЕ СТАНКОВ С ЧПУ
ТРЕБОВАНИЯ, ПРЕДЪЯВЛЯЕМЫЕ К ПРИСПОСОБЛЕНИЯМ
К технологическим приспособлениям для станков с ЧПУ предъявляется ряд специфических требований, обусловленных особенностью эксплуатации этих станков, несоблюдение которых значительно снижает эффективность их применения [3].
Точность. Приспособления должны иметь повышенную размерную точность. Погрешности базирования и закрепления, возникающие при установке заготовок в приспособлениях, должны быть сведены к минимуму.
Жесткость. Для возможности использования полной мощности станка на черновых операциях приспособления должны иметь повышенную жесткость.
В то же время, конструкция приспособления должна обеспечить получение высокой точности на чистовых операциях. Полное базирование заготовки и приспособления на станке. Относительное перемещение заготовки и инструмента на станках с ЧПУ осуществляется в системе заданных координат. Следовательно, для обеспечения автоматической ориентации опор относительно начала координат станка приспособления должны иметь полное базирование на станке, обеспечивающее строго определенное их положение относительно нулевой точки станка. Обеспечение свободного доступа инструмента к заготовке. Станки с ЧПУ обеспечивают возможность обработки до 4-5 поверхностей с одной установки заготовки. Для этой цели приспособления должны обеспечивать возможность подхода инструмента ко всем обрабатываемым поверхностям. Автоматизация операций закрепления, совмещение зажима – разжима заготовки с обработкой. Одним из путей для существенного сокращения времени простоев станков с ЧПУ является уменьшение времени зажима-разжима заготовок. Возможность обработки на станках с ЧПУ максимального числа поверхностей заготовки с одной ее установки резко увеличивает цикл обработки заготовки на одном станке, что обуславливает возможность смены заготовки вне рабочей зоны станка или вне станка во время обработки на станке другой заготовки. Универсальность, переналаживаемость приспособлений. Станки с ЧПУ, в отличие от станков-автоматов, обладают высокой гибкостью, так как переналадка их может заключаться лишь в смене УП. Наибольшая часть подготовительно-заключительного времени затрачивается не на переналадку станка, а на смену или переналадку оснастки – приспособлений и инструмента. Поэтому, для сокращения простоя станков приспособления должны обеспечивать возможность их быстрой переналадки или смены. На станках с ЧПУ наиболее эффективно использовать системы переналаживаемых приспособлений, обеспечивающих возможность обработки широкой номенклатуры заготовок благодаря перекомпоновке, смене или регулированию установочных и зажимных элементов.
Многоместность. Приспособления, применяемые в серийном производстве при обработке малогабаритных деталей, должны быть многоместными, так как при этом возможна обработка поверхностей во всех заготовках последовательно одним и тем же инструментом. Производительность обработки увеличивается за счет сокращения времени, затрачиваемого на смену инструмента. Кроме того, многоместные приспособления обеспечивают возможность смены заготовок во время работы станка и многостаночное обслуживание. Расширение технологических возможностей станка. Экономическая эффективность обработки деталей зависит от степени использования технологической оснастки. Оснащение станков приспособлениями и оснасткой, расширяющими их технологические возможности, обеспечивает большой эффект в условиях индивидуального и серийного производств, компенсируя отсутствие тех или иных видов оборудования, устраняя дополнительную транспортировку деталей от станка к станку, ликвидируя недогрузку отдельных видов станков.
РЕЖУЩИЙ ИНСТРУМЕНТ, ИСПОЛЬЗУЕМЫЙ НА СТАНКАХ С ЧПУ
Режущий инструмент является составной частью комплексной технологической системы станка с ЧПУ. Тщательному выбору и подготовке инструмента для станков с ЧПУ должно уделяться особое внимание. Это связано с высокой стоимостью этого оборудования и необходимостью достижения максимальной производительности и высокой точности обработки. Для обеспечения автоматического цикла работы станков требуется высокая степень надежности работы инструмента.
Режущий инструмент для станков с ЧПУ должен удовлетворять следующим требованиям:
– обеспечение стабильных режущих характеристик;
– удовлетворительное формирование и отвод стружки;
– обеспечение заданных условий по точности обработки;
– универсальность применения для типовых обрабатываемых поверхностей различных деталей на разных моделях станков;
– быстросменность при переналадке на другую обрабатываемую деталь или замене при износе режущей части.
На станках с ЧПУ наибольшее распространение получил сборный инструмент со сменными многогранными пластинами (СМП). Широкое применение СМП обусловлено следующимифакторами:
– обеспечивается значительная экономия дефицитных режущих материалов;
– существенно сокращается время подналадки инструмента (СМП могут быть замены без снятия корпуса инструмента из револьверной головки, в ряде случаев не требуется после замены СМП привязка инструмента);
– возможность быстрого подбора режимов резания путем замены пластин;
– стабильное получение одинаковой величины шероховатости при прочих равных условиях;
– надежное дробление стружки;
– исключается необходимость в заточке инструмента.
В качестве режущего материала для инструмента станков с ЧПУ используют: твердые сплавы, керамику, сверхтвердые синтетические материалы и быстрорежущие стали. Твердые сплавы подразделяют на четыре группы: вольфрамовые, танталовольфрамовые, титанотанталовольфрамовые и безвольфрамовые. Они различаются по химическому составу, физико-механическим и эксплуатационным свойствам. По классификации ISO твердые сплавы, независимо от химического состава, подразделяются, в зависимости от их пригодности, для обработки определенных материалов на три группы.
Каждая группа обозначается буквой и цветом (синим, желтым или красным) и разделена на подгруппы, характеризующие конкретное назначение твердых сплавов: Р (синий) – сплавы для обработки углеродистой, легированной, высоколегированной и инструментальной сталей; М (желтый) – сплавы для обработки нержавеющих и жаропрочных сталей, титановых сплавов; К (красный) – сплавы для обработки чугунов, цветных металлов, закаленной стали, пластмасс и древесины. Основным направлением повышения работоспособности твердых сплавов является нанесение на поверхность инструмента износостойких покрытий, повышающих его стойкость в 3–4 раза. В качестве покрытий применяют, в основном, карбид титана и нитрид титана. Поскольку различие в стойкости покрытого и непокрытого инструмента с покрытием и без возрастает с повышением скорости резания, следует работать на более высоких скоростях резания для повышения производительности труда и увеличения суммарного числа деталей, обработанных одним инструментом. В сборном металлорежущем инструменте от правильного выбора способа крепления пластин в значительной степени зависят его надежность, долговечность и стойкость.
Крепление должно обеспечивать:
– надежность (не допускать микросмещений пластины в процессе резания);
– плотный контакт опорной поверхности пластины с опорной поверхностью паза в державке;
– точность позиционирования и взаимозаменяемость режущих кромок при повороте и смене пластин;
– стабильность геометрии;
– дробление, завивание и надежный отвод стружки;
– минимальное время для смены СМП.
Также крепление должно быть компактным и технологичным. Конструкции креплений зависят от конструкций самих СМП и от вида инструмента, величины и направления нагрузки на пластину в процессе резания, от условий размещения элементов крепления и других факторов. СМП, в зависимости от заднего угла, делятся на негативные и позитивные. Пластины без заднего угла получили название негативных, так как при установке в пазу державки возникал отрицательный передний угол, равный углу наклона опорной поверхности паза. Пластины с задними углами можно устанавливать в корпусе с положительным передним углом. Такие пластины получили название позитивных (рис. 3.1).
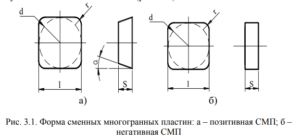
Коэффициент использования твердого сплава в негативных пластинах в 2 раза выше, чем в позитивных, так как первые, после износа всех режущих кромок с одной стороны, могут быть перевернуты, при этом их опорная поверхность становится передней поверхностью. Недостаток этих пластин заключается в том, что при обработке с отрицательными передними углами возникают большие по значению силы резания, вызывающие, при определенных условиях, вибрацию и приводящие к выкрашиванию и поломке пластин. Совершенствование методов точного прессования позволяет изготовливать пластины с большими положительными передними углами (одно- и двусторонними) с установкой в державках, предназначенных для негативных пластин.
При этом сохраняется положительный передний угол, вследствие чего снижаются (до 30 %) силы резания, затрачиваемая мощность станка, нагрузка на пластину и обрабатываемую заготовку детали, уменьшается опасность появления вибраций. Пластины такого типа называют негативно-позитивными. Они устанавливаются в державке подобно негативным пластинам, но сохраняют при этом положительный передний угол в процессе резания.
МАТЕРИАЛЫ РЕЖУЩЕЙ ЧАСТИ СОВРЕМЕННОГО ИНСТРУМЕНТА НА ПРИМЕРЕ МАТЕРИАЛОВ SANDVIK
В настоящее время на рынке присутствует большое число фирм, занимающихся производством металлорежущего инструмента (табл.3.1). Каждая из них использует свои технологии и материалы, но основная часть их продукции соответствует стандартам ISO. Современный инструмент на сегодняшний день рассматривают как систему, на функционирование которой влияют геометрия инструмента, материал рабочей части и покрытие. Все элементы дополняют друг друга, и неправильный выбор одного из них может значительно ухудшить общие результаты. Однако основополагающим в системе является материал рабочей части.
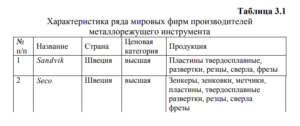
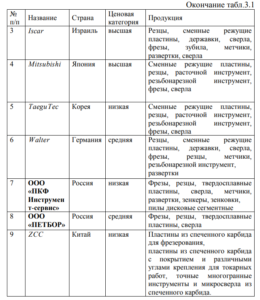
Марка сплава пластины выбирается в зависимости от материала детали, условий обработки и типа операции. Обозначение сплава показывает тип инструментального материала и область применения этого материала. Инструментальный материал и геометрия пластины работают совместно, и, например, недостаток прочности геометрии может компенсироваться прочностью сплава.
Современные инструментальные материалы разнообразны и их развитие продолжается. При этом развиваются не только сами инструментальные материалы, но и технологические процессы их изготовления. Это привело к тому, что теперь есть высокопроизводительный инструмент для любых типов обработки. Основными инструментальными материалами являются (рис. 3.2):
- твердый сплав с покрытием (HC);
- твердые сплавы (HW);
- металлокерамика (HT, HC);
- керамика (CA, CN, CC);
- кубический нитрид бора (CBN);
- искусственые поликристаллические алмазы (DP, HC).
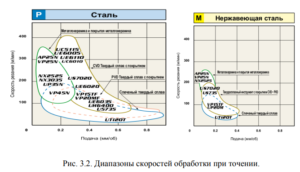
Марки твердых сплавов разделены на две группы и размещены в диаграмме ISO/ANSI в зависимости от их износостойкости и прочности:
– основной сплав;
– дополнительная марка сплава.
Основными характеристиками твердых сплавов являются износостойкость и прочность. Именно они влияют на выбор сплава для конкретного случая обработки. Существуют рекомендации по совместному применению сплавов и геометрий пластин, однако существует немало вариантов оптимизации обработки и многие сплавы способны заменять друг друга.
Режущий инструмент для токарных станков с ЧПУ
Выбор режущего инструмента для токарной обработки зависит от поверхностей, образующих контур заданной детали. Для обработки основных наружных цилиндрических, конических и торцевых поверхностей в большинстве случаев используют проходные черновые и чистовые (контурные) резцы. В зависимости от направления подачи проходные резцы подразделяются на правые и левые. Для обработки внутренних основных поверхностей используют центровочные и спиральные сверла, а также расточные резцы. Размеры расточного инструмента устанавливают в соответствии с диаметром и длиной внутренних поверхностей деталей, обрабатываемых в патроне [10]. Рассверливать целесообразно уступы, которые по величине больше, чем два прохода, расточным резцом. Зенкеры и развертки для обработки осевых отверстий на токарных станках применять не рекомендуется. Они рентабельны лишь при обработке больших партий деталей или отверстий малого диаметра [10].
Для обработки дополнительных поверхностей используют канавочные резцы (наружные, внутренние и торцевые), внутренние и наружные – для угловых канавок, а также резьбовые наружные и внутренние – для метрических и дюймовых резьб. При выборе параметров резцов следует обратить внимание на материал режущей части, углы в плане, передний угол, задний угол, радиус вершины резца. Материал режущей части инструмента выбирают в зависимости от стадии обработки, глубины резания и обрабатываемого материала. Выбор главного и вспомогательного углов в плане зависит от типа обработки. При черновой обработке необходимо применять резцы с главным углом в плане 30…450 , а при чистовой и отделочной – использовать резцы с углами в плане близкими к 90°. При указанных параметрах углов при черновой обработке уменьшается нагрузка на механизм привода подач от сил резания, а на чистовой – радиальная составляющая силы резания минимальна.
Вспомогательный угол в плане и радиус вершины резца оказывают влияние на шероховатость обработанных поверхностей: чем меньше вспомогательный угол в плане и чем больше радиус вершины резца, тем меньше шероховатость. Однако при этом снижается виброустойчивость технологической системы. Передний и задний углы определяют прочность режущей части резца. Для черновой обработки целесообразно применять резцы с малыми (или отрицательными) передним углом, а для чистовой – с большим значением этого угла. Наиболее распространенные типы резцов и области их использования представлены в таблице 3.2 [10]. Стандартами ISO предусмотрено четыре типа механического крепления СМП. Условное обозначение, конструктивное исполнение и область использования представлены в таблице 3.3 [3, 11]. Резцы выполняются правыми и левыми. Использование того или иного резца зависит от направления рабочей подачи, конструктивного положения револьверной головки (за или перед осью центров), а также от следующих соображений:
– правый инструмент располагается в револьверной головке, находящейся перед осью центров, передней поверхностью вверх, что приводит к разлету стружки из зоны резания;
– левый инструмент устанавливается передней пластиной вниз. Это приводит к надежному падению стружки в стружкосборник станка.
После выбора инструмента необходимо его распределить по револьверной головке, обеспечив равномерную нагрузку. Расположение осевого и радиального инструментов должно быть таким, чтобы исключались столкновения осевого инструмента с кулачками патрона.

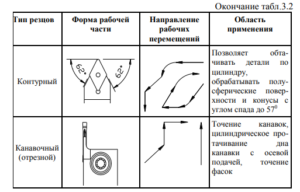
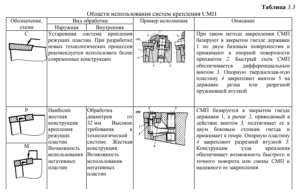
Режущий инструмент многоцелевых станков с ЧПУ
Режущий инструмент для обработки поверхностей фрезерованием
Основными типами фрез, используемых для обработки широкой номенклатуры деталей на фрезерных станках с ЧПУ, являются торцовые и концевые цилиндрические фрезы. Торцовые фрезы применяются для обработки плоскостей, а концевые цилиндрические – для обработки контуров. Однако, в ряде случаев плоскости обрабатывают концевыми цилиндрическими фрезами. В зависимости от конфигурации детали и требований чертежа на операциях фрезерования используют концевые сферические, шаровые и конические фрезы, а также дисковые. При этом следует отдавать предпочтение сборному инструменту (рис. 3.3).

С помощью сферических фрез (рис. 3.3 (г)) может быть обеспечена получистовая и чистовая обработки, а также обработка закаленных сталей с твердостью до 63 HRC. Концевые цилиндрические фрезы также могут оснащаться СМП (рис. 3.4).

Наиболее эффективный съем большого объема материала можно достичь, работая плунжерными фрезами (рис. 3.5). Эти фрезы работают с осевой подачей. За счет этого они менее подвержены вибрациям, и можно более полно использовать все возможности станка, работая на больших подачах.

При выборе режущего инструмента вначале выявляют типы инструментов, необходимые для обработки детали на данной операции. Затем определяют технологические параметры каждого типа инструмента: материал режущей части, углы заточки режущих кромок и прочее. На заключительном этапе выбирают конструктивные параметры режущего инструмента: диаметр фрезы D, длину режущей части l, вылет фрезы L, число зубьев z, радиус заточки торца фрезы r. Материал режущей части торцовой фрезы выбирается в зависимости от обрабатываемого материала по картам, приведенным в нормативах режимов резания. Здесь же, по нормативным картам проводится выбор числа зубьев торцовой фрезы и главного угла в плане. Диаметр торцовых фрез рекомендуется выбирать по зависимости
![]()
Выбор материала режущей части концевых фрез, а также переднего и заднего углов, в зависимости от различных факторов можно выполнить в соответствии с нормативными рекомендациями [9]. Для чистовой обработки контуров диаметр D концевой фрезы выбирается по номинальному размеру наименьшего радиуса сопряжения элементов, образующих вогнутость на контуре, т. е. радиус концевой фрезы должен быть не больше наименьшего радиуса кривизны вогнутого контура. Если конфигурация детали не накладывает ограничений на диаметр фрезы, то выбирается концевая фреза с таким максимальным диаметром, которую можно установить на станке. Диаметр черновой фрезы Dmax выбирается из условия доступа инструмента во внутренние острые углы контура (рис. 3.6 (а)). При этом желательно, чтобы оставляемый во внутренних углах контура припуск не превышал (0,15…0,25) D, где D – диаметр инструмента, используемого на чистовом переходе [1]. Исходя из этих условий, наибольший диаметр инструмента для чернового перехода может быть определен по формулe:
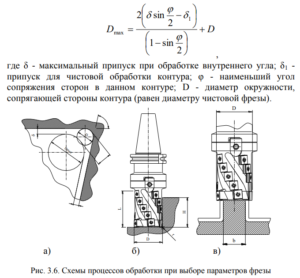
Радиус заточки торца фрезы r (рис. 3.6 (б)) для чистовой обработки определяется номинальным размером наибольшего типового конструктивного радиуса сопряжения стенок в вертикальном сечении. При торцовой обработки ребер (рис. 3.6 (в)) диаметр фрезы целесообразно назначать из условия
где b – окончательная толщина стенки ребра; r – радиус закругления у торца инструмента. Для обеспечения жесткости инструмента необходимо, чтобы его диаметр удовлетворял условию H ≤ 2,5D,
где Н – максимальная высота стенки обрабатываемой детали (рис. 3.6 (б)). Если это условие не выполняется, тогда выбирают фрезу с ближайшим большим типовым диаметром и обработку проводят за несколько проходов [1]. Длина режущей части инструмента l для обработки внутренних глухих контуров определяется по формуле:
l = H + (5…7).
Для обработки наружных и сквозных внутренних контуров l = Н + r + 5,
где r – радиус скругления у торца фрезы. Для обработки концевыми фрезами плоскостей рекомендуется выбирать инструмент, у которого торец самую большую площадь и у которого отсутствует радиусная заточка. После уточнения выявленных технологических и геометрических параметров, а также конструктивных особенностей инструмента, проводится его окончательный выбор соответствующим каталогам. При отсутствии подобного инструмента в каталогах, инструмент заказывается и проектируется как специальный.
Режущий инструмент для обработки отверстий
На станках с ЧПУ сверлильно-фрезерно-расточной группы для обработки отверстий используют следующие основные типы режущих инструментов [3, 9, 10, 13].
1. Сверла центровочные (рис. 3.7), спиральные; сверла с многогранными неперетачиваемыми пластинами (рис. 3.8), ступенчатые (рис. 3.9), перовые.
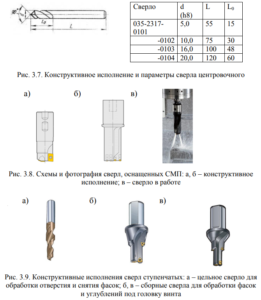
Сверла с СМП обычно используют для горизонтального сверления отверстий глубиной, равной 2,5 диаметрам сверла, а при вертикальном сверлении – до 1,5 диаметров. По сравнению с быстрорежущими спиральными сверлами, сверла, оснащенные СМП, обеспечивают увеличение скорости резания не менее чем в 5 – 10 раз (до 300 м/мин) при снижении величины подачи в 2 – 3 раза, а из-за отсутствия перемычки усилия подачи уменьшаются на 60 %.
Особенностью эксплуатации сверл с пластинами является необходимость подвода охлаждающей жидкости через внутренние каналы под давлением 0,15МПа. Для вращающегося инструмента должны быть предусмотрены специальные устройства для подвода СОЖ:
2. Зенкеры и развертки цельные и насадные (рис.3.10).

3. Зенковки (рис. 3.11) цилиндрические и конические.
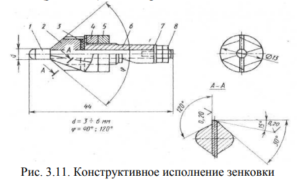
- Метчики.
- Расточные оправки (рис. 3.12).
На станках с контурным или комбинированным устройством ЧПУ для обработки отверстий с круговой интерполяцией используют также концевые фрезы. Выбор режущих инструментов осуществляется в соответствии с заданным маршрутом обработки отверстия, т. е. согласно последовательности выполнения переходов. Диаметры режущих инструментов для обработки отверстий на сверлильных станках с ЧПУ ориентировочно можно назначать согласно табл. 3.4.

Если известны глубины резания t, то необходимые диаметры инструментов для каждого перехода, начиная с последнего, рассчитываются по формуле:
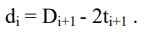
Для перехода «зенкования» минимальный диаметр инструмента ![]() определяется по формуле
определяется по формуле
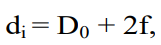
![]()
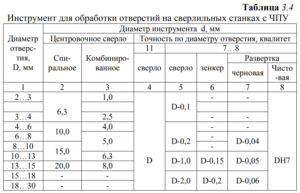
Длины инструментов выбирают в зависимости от условий обработки, технических требований, предъявляемых к детали и ее конструктивных особенностей. После выбора рассчитанных значений диаметров и длин, инструмент назначается по действующим стандартам и каталогам [8]. Из полученного набора инструментов для обработки всех отверстий детали исключают одинаковые. При наличии в наборе инструментов одного назначения и близких размеров рассматривают возможность выполнения соответствующих переходов одним инструментом. Рекомендации по выбору марки инструментального материала в зависимости от обрабатываемого материала приведены в общемашиностроительных нормативах [5,6]. Для повышения надежности работы инструмента в неблагоприятных условиях (труднообрабатываемый материал, литье низкого качества) в этих нормативах предусмотрено использование различного конструктивного оформления режущей части, а также инструментов с износостойкими покрытиями [4]. С целью повышения точности обработки гладких отверстий на станках с ЧПУ можно принять во внимание следующие рекомендации.
- Для повышения точности диаметрального размера и снижения шероховатости поверхности отверстия целесообразно применять комбинированные осевые инструменты, такие как сверло-зенкер, развертка-раскатка, однолезвийная развертка, режущедеформирующий инструмент и т. п.
- При использовании инструментов для раскатывания, алмазного выглаживания и образования регулярного микрорельефа достигается резкое снижение шероховатости поверхности отверстия.
- Применение плавающих, качающихся, плавающе-качающихся патронов и оправок или плавающих разверток, плавающих расточных блоков и т. п. позволяет сохранить ранее достигнутый малый допуск параллельности и перпендикулярности оси при повышении точности формы, размера и снижении шероховатости отверстия.
РЕЖИМЫ ОБРАБОТКИ НА СТАНКАХ С ЧПУ
Точение
Сущность токарной обработки состоит в формировании цилиндрической поверхности инструментом с одной режущей кромкой, при этом, как правило, происходит вращение заготовки и перемещение резца. Во многих отношениях этот традиционный метод металлообработки является относительно простым для понимания. С другой стороны, этот широко распространенный процесс хорошо поддается оптимизации, путем тщательного изучения различных факторов, оказывающих на него влияние.
Процесс точения достаточно разнообразен по форме и материалам обрабатываемых деталей, типам операций, условиям обработки, требованиям, себестоимости и многим другим факторам. Существует несколько основных типов токарных операций, в число которых входят резьбонарезание, обработка канавок, отрезка и растачивание, эффективное выполнение которых требует применения специально разработанного инструмента. Точение можно отнести к числу самых простых операций по выбору типа инструмента, расчету режимов резания и программированию обработки. Точение – это комбинация двух движений – вращения заготовки и перемещения инструмента.
В некоторых случаях заготовка остается неподвижной, а инструмент совершает рабочее движение, но принцип остается тот же. Подача инструмента может быть направлена вдоль оси заготовки, что означает обработку диаметра заготовки (рис.3.13). В случае, когда инструмент перемещается в поперечном направлении к центру детали, происходит подрезка торца на определенную длину детали. Иногда подача является комбинацией этих двух перемещений, либо при резьбонарезании, либо при обработке криволинейных поверхностей, что осуществляется на станках с ЧПУ, имеющих раcширенные возможности программирования траектории перемещения инструмента.
Заготовка вращается на станке с определенной частотой вращения шпинделя n (здесь и далее используется общепринятое в зарубежных изданиях кодирование технологических параметров металлообработки), об/мин. Частота вращения шпинделя прямо соотносится через диаметр обрабатываемой поверхности со скоростью резания

![]() – диаметр заготовки в мм), измеряемой в м/мин (рис. 3.14). Это скорость, с которой режущая кромка движется по поверхности заготовки. диаметр заготовки в мм), измеряемой в м/мин (рис. 3.14). Это скорость, с которой режущая кромка движется по поверхности заготовки.
– диаметр заготовки в мм), измеряемой в м/мин (рис. 3.14). Это скорость, с которой режущая кромка движется по поверхности заготовки. диаметр заготовки в мм), измеряемой в м/мин (рис. 3.14). Это скорость, с которой режущая кромка движется по поверхности заготовки.
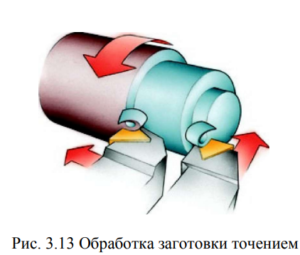
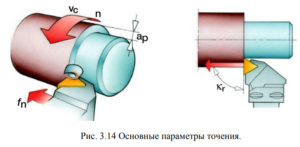
Скорость резания является постоянной величиной лишь до того момента, пока частота вращения шпинделя или обрабатываемый диаметр остаются неизменными. При подрезке торца, например, когда подача инструмента направлена к центру заготовки, скорость резания будет постепенно снижаться при постоянной частоте вращения шпинделя. На современных станках с ЧПУ для того, чтобы сохранить постоянную скорость резания, предусмотрена возможность соответственного изменения частоты вращения шпинделя. Но при обработке очень маленьких диаметров и при максимальном приближении к оси заготовки это компенсация будет неосуществима, так как диапазон скоростей станка ограничен. В том случае, если заготовка имеет перепады диаметров, конусную или криволинейную поверхность, скорость резания необходимо назначать с учетом этих изменений.
Подача ![]() в мм/об – это линейное перемещение инструмента за один оборот детали. Подача оказывает большое влияние на качество обработанной поверхности, а также на процесс стружкообразования. Она определяет не только толщину стружки, но и ее форму, в соответствии с геометрией пластины.
в мм/об – это линейное перемещение инструмента за один оборот детали. Подача оказывает большое влияние на качество обработанной поверхности, а также на процесс стружкообразования. Она определяет не только толщину стружки, но и ее форму, в соответствии с геометрией пластины.
Глубина резания ![]() – это половина разности между обрабатываемым диаметром и обработанным диаметром, выраженная в мм. Глубина резания всегда измеряется в направлении перпендикулярном направлению подачи инструмента. Режущая кромка подходит к детали под определенным углом, который называется главный угол в плане
– это половина разности между обрабатываемым диаметром и обработанным диаметром, выраженная в мм. Глубина резания всегда измеряется в направлении перпендикулярном направлению подачи инструмента. Режущая кромка подходит к детали под определенным углом, который называется главный угол в плане ![]() Он измеряется между проекцией главной режущей кромки на основную плоскость и направлением подачи и является важной величиной, определяющей выбор токарного инструмента. Он влияет на формообразование стружки, направление сил резания, длину контакта режущей кромки с деталью и на возможности инструмента выполнять те или иные виды обработки. Главный угол в плане обычно изменяется в диапазоне от 45 до 95 град., но для профильной обработки может использоваться инструмент и с большими значениями угла в плане.
Он измеряется между проекцией главной режущей кромки на основную плоскость и направлением подачи и является важной величиной, определяющей выбор токарного инструмента. Он влияет на формообразование стружки, направление сил резания, длину контакта режущей кромки с деталью и на возможности инструмента выполнять те или иные виды обработки. Главный угол в плане обычно изменяется в диапазоне от 45 до 95 град., но для профильной обработки может использоваться инструмент и с большими значениями угла в плане.
Главный угол в плане выбирается таким образом, чтобы инструмент имел возможность вести обработку в нескольких направлениях. Это обеспечивает ему универсальность и, как следствие, сокращение числа необходимого инструмента. Другим вариантом может стать выбор инструмента с большим углом при вершине для повышения прочности режущей кромки путем распределения давления по большей длине кромки. Это добавляет прочности инструменту в момент начала и конца резания, а также способствует сбалансированному распределению сил в процессе работы. Оптимизация процесса точения происходит не только в направлении повышения скорости снятия металла, но и с целью повышения контролируемости процесса, что в конечном итоге сказывается на качестве обрабатываемых деталей и надежности всей работы. Отделение стружки от заготовки происходит в соответствии с выбранными параметрами резания, которые и определяют ее форму и размер.
При обработке металла резанием необходимо не только получить деталь определенной формы, размера и требуемого качества обработанной поверхности, но и обеспечить образование короткой, легко транспортируемой стружки (рис. 3.15). Это особенно важно при высоких режимах обработки на современных станках с ЧПУ, когда в единицу времени образуется большой объем стружки и необходимо обеспечить безостановочную работу оборудования, безопасность оператора и не допустить повреждения обрабатываемой детали. Форма стружки может быть различной, в зависимости от обрабатываемого материала, и изменяется от длинной витой стружки, образующейся при резании вязких материалов до сыпучей стружки, образующейся от хрупких материалов.

Отделение стружки перпендикулярно обрабатываемой поверхности происходит в том случае, когда направление подачи и ось вращения заготовки образует прямой угол с главной режущей кромкой. Этот несложный вид обработки встречается только на некоторых операциях, таких как отрезка и врезание. Большинство операций точения происходит в условиях, когда главная режущая кромка расположена под определенным углом к направлению резания. Это изменение геометрических параметров влечет за собой изменение направления схода стружки. Чаще всего стружка имеет форму запятых или винтовых спиралей, в отличие от стружки, образующейся при отрезке и имеющей форму цилиндрической спирали. На образование стружки большое влияние оказывают главный угол в плане и радиус при вершине инструмента. При уменьшении главного угла в плане толщина стружки уменьшается, а ее ширина растет. Направление схода стружки также изменяется, обычно в лучшую сторону, так как увеличивается шаг спирали. Форма и направление схода стружки также изменяются в зависимости от глубины резания и радиуса режущей кромки. При небольшом соотношении глубины резания и радиуса при вершине, в резании будет участвовать только радиусная часть пластины и будет образовываться спиралевидная стружка. Большая глубина резания уменьшит влияние радиуса при вершине и увеличит действие главного угла в плане на направления схода спиральной стружки. Величина подачи также влияет на ширину поперечного сечения стружки и на направление схода.
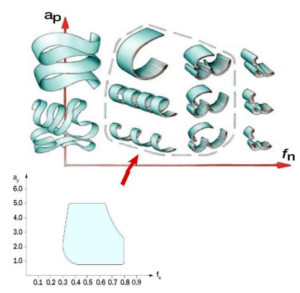
Квадратная в поперечном сечении стружка обычно свидетельствует о чрезмерной нагрузке на режущую кромку, а широкая стружка будет формироваться в нежелательные длинные ленты (рис. 3.16). Когда завиток стружки становится меньше и утолщается, увеличивается длина контакта между стружкой и инструментом, с ростом давления и деформации. Чрезмерная толщина стружки оказывает негативное влияние на процесс обработки.
Когда подача назначается выше допустимого значения, стружка проходит над стружколомающей канавкой и упирается в выступы. В результате этого резание будет осуществляться негативной геометрией, вместо позитивной, с нестабильным стружкообразование. Чистовые пластины, работающие с областью, непосредственно прилегающей к режущей кромке, будут иметь стружколомающую канавку и выступы, сконцентрированные у вершины пластины, а у черновых пластин элементы стружколомающей геометрии будут распределяться по большей части передней поверхности.
Некоторые пластины способны обеспечивать удовлетворительное стружкообразование в достаточно широком режимном диапазоне благодаря определенному сочетанию стружколомов, являющихся переходом от радиусной части пластины к широкой. Способ стружколомания (рис. 3.17) частично зависит от геометрии пластины и инструмента, и от режимов резания. Любой из видов стружколомания может приводить к нежелательным последствиям, но их можно избежать, выбрав соответствующие геометрию и режимные параметры. В случае самоломания стружки, при недостаточной стойкости инструмента рекомендуется использовать геометрию с более открытым стружколомом. Когда стружка ломается от соприкосновения с задней поверхностью инструмента, это может привести к повреждению сходящей стружкой режущей кромки на другой стороне пластины и необходимо выбрать пластину с другой геометрией передней поверхности (более прочной или с более открытым стружколомом).
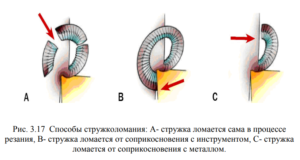
В случае облома стружки о деталь при обработке с большой подачей может возникнуть недостаточное разлетание стружки и необходимо выбрать меньший главный угол в плане. Альтернативным решением может быть изменение подачи. Материалы, дающие короткую стружку, нуждаются в небольшом стружколоме или могут обойтись без него, а для обработки вязких материалов необходима пластина со стружколомающей геометрией для деформации стружки в процессе резания. В начальный момент резания, как правило, не происходит ломания стружки. Стружколом является по своей сути встроенным препятствием на пути схода стружки (рис. 3.18). В таком грубом виде он может оказывать негативное воздействие на процесс обработки.
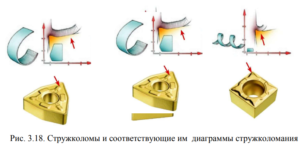
В процессе совершенствования геометрии сменных пластин появлялись различные формы стружколомов, сначала получаемые методом вышлифовывания, а позже формируемые при прессовании и последующем спекании пластины. Современная сменная пластина представляет собой сложное сочетание углов, плоскостей и радиусов для обеспечения оптимального стружкоформирования в процессе резания. Контроль за стружкой – это один из важнейших факторов, особенно при точении и сверлении. При фрезеровании процесс резания прерывистый и стружка естественным образом разделяется на части. При сверлении и растачивании контроль за формированием стружки необходим из-за ограниченного пространства внутри обрабатываемого отверстия.
В процессе высокопроизводительного сверления необходимо обеспечить формирование стружки строго определенной формы для эффективного удаления ее из зоны резания, накопление стружки в которой может привести к поломке инструмента. Диаграмма удовлетворительного стружколомания для выбранной геометрии пластины (основанная на рекомендуемых значениях подач и глубин глубин резания) и инструментальный материал пластины определяют ее область применения (рис. 3.19 ). Современный ассортимент пластин включает режущие геометрии, предназначенные для обработки большинства существующих материалов. Геометрии специализированы для чистовых, получистовых и черновых операций, а также для тяжелого чернового точения.
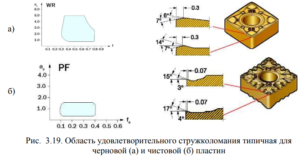
Таким образом, контроль за стружкообразованием происходит посредством комбинации геометрии пластины и режимов обработки.
Фрезерование
Фрезерование – это резание материала инструментом, имеющим главное движение вращение и хотя бы одно движение подачи. Фрезы обычно являются многолезвийным инструментом. Фрезерование – эффективный метод обработки, при котором каждая из режущих кромок фрезы снимает одинаковое количество материала. Наиболее часто фрезерование применяется для обработки плоских поверхностей (рис. 3.20). Но также быстро растет роль фрез в обработке сложных криволинейных поверхностей на обрабатывающих центрах и станках многоцелевого назначения. Фреза обычно совершает резание в одном или нескольких направлениях: (A) радиальном, (B) периферийном и (C) осевом (рис. 3.21). Каждый способ фрезерования можно разложить на эти три основные перемещения в сочетании с вращением фрезы. При торцевом фрезеровании в работе участвует как периферия, так и торец инструмента. Фреза вращается вокруг вертикальной оси в плоскости, перпендикулярной направлению подачи стола.
Фрезы, в основном, работают периферийной частью режущих кромок. При этом фреза вращается вокруг оси, параллельной плоскости детали. При плунжерном фрезеровании в работе участвует торцевая часть режущей кромки или торец концевого инструмента. Подача направлена вдоль оси фрезы, обработка имеет сходство с процессом сверления.

Рис.3.20. Основные типы фрезерных операций с точки зрения формы обрабатываемой поверхности и способа перемещения инструмента: 1-торцевое фрезерование; 2- фрезерование уступов; 3- профильное фрезерование; 4- фрезерование карманов; 5- фрезерование пазов; 6- фрезерование поверхностей вращения; 7- резьбофрезерование; 8- отрезка; 9- фрезерование с большими подачами; 10- плунжерное фрезерование; 11- фрезерование с врезанием; 12- винтовая интерполяция; 13- круговая интерполяция; 14- трохоидальное фрезерование

При подготовке фрезерной операции необходимо иметь в виду следующие параметры фрезы. Номинальный диаметр фрезы ![]() максимальный диаметр
максимальный диаметр ![]() , эффективный диаметр
, эффективный диаметр ![]() используемый для определения скорости резания (рис. 3.22). Скорость резания
используемый для определения скорости резания (рис. 3.22). Скорость резания ![]() м/мин – это окружная скорость перемещения режущих кромок фрезы. Эта величина определяет эффективность обработки и лежит в рекомендованных для каждого инструментального материала пределах.
м/мин – это окружная скорость перемещения режущих кромок фрезы. Эта величина определяет эффективность обработки и лежит в рекомендованных для каждого инструментального материала пределах.
Частота вращения шпинделя n, мм/об, равняется числу оборотов фрезы в минуту. Вычисляется в соответствии с рекомендованной для данного типа обработки скоростью резания.
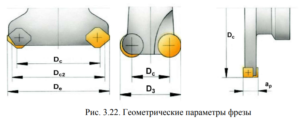
Подача на зуб ![]() мм/зуб (рис. 3.23), используется для расчета минутной подачи. Это расстояние между траекториями движения двух смежных зубьев, измеренное в направлении подачи. Так как фрезы являются многозубым инструментом, необходимо знать толщину срезаемого слоя, приходящуюся на каждый зуб. Подача на зуб рассчитывается исходя из максимально рекомендуемой толщины стружки. Число зубьев фрезы
мм/зуб (рис. 3.23), используется для расчета минутной подачи. Это расстояние между траекториями движения двух смежных зубьев, измеренное в направлении подачи. Так как фрезы являются многозубым инструментом, необходимо знать толщину срезаемого слоя, приходящуюся на каждый зуб. Подача на зуб рассчитывается исходя из максимально рекомендуемой толщины стружки. Число зубьев фрезы ![]() может быть различно и влияет на величину минутной подачи. Выбор числа зубьев определяется обрабатываемым материалом, шириной фрезерования, условиями обработки, мощностью оборудования и требуемым качеством поверхности. Также при выборе числа зубьев необходимо рассчитывать эффективное число зубьев zc, т.е. число зубьев, одновременно находящихся в резании.
может быть различно и влияет на величину минутной подачи. Выбор числа зубьев определяется обрабатываемым материалом, шириной фрезерования, условиями обработки, мощностью оборудования и требуемым качеством поверхности. Также при выборе числа зубьев необходимо рассчитывать эффективное число зубьев zc, т.е. число зубьев, одновременно находящихся в резании.
Подача на оборот ![]() (рис. 3.23), мм/об, зачастую является определяющим ограничивающим параметром в отношении чистовой обработки. Она равна относительному смещению фрезы и заготовки за один оборот фрезы. Глубина резания
(рис. 3.23), мм/об, зачастую является определяющим ограничивающим параметром в отношении чистовой обработки. Она равна относительному смещению фрезы и заготовки за один оборот фрезы. Глубина резания ![]() (рис. 3.23), мм – это расстояние между обработанной и еще необработанной поверхностями, измеряемое вдоль оси фрезы.
(рис. 3.23), мм – это расстояние между обработанной и еще необработанной поверхностями, измеряемое вдоль оси фрезы.
Ширина фрезерования ![]() (рис. 3.23), мм – это величина срезаемого припуска, измеренная в радиальном направлении или ширина контакта заготовки и инструмента.
(рис. 3.23), мм – это величина срезаемого припуска, измеренная в радиальном направлении или ширина контакта заготовки и инструмента.
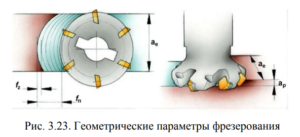
Основным геометрическим параметром фрез является главный угол в плане ![]()
Он измеряется между периферийной режущей кромкой и плоскостью торца фрезы и определяет направление сил резания и толщину срезаемой стружки. Выбор геометрии пластин условно упрощен до трех областей, различающихся характером резания: легкая геометрия – L(острая режущая кромка с положительными углами, стабильный процесс резания, малые подачи, низкая потребляемая мощность, низкие усилия резания), средняя геометрия – М (универсальная положительная геометрия, средние величины подач) и тяжелая геометрия – H(наибольшая надежность режущей кромки, большие подачи) (рис. 3.24).

Получение отверстий
Основным способом получения отверстий является сверление. Сверление – это процесс изготовления цилиндрических отверстий посредством металлорежущего инструмента. Сверление, как правило, предшествует таким операциям как растачивание или развертывание. Общим для всех этих операций является сочетание вращательного и поступательного движения инструмента. Существует большое различие между сверлением отверстий небольшой глубины и глубоких отверстий, для обработки которых разработаны специальные методы, позволяющие сверлить отверстие глубиной, во много раз превышающей диаметр инструмента. С развитием инструмента для обработки коротких отверстий последовательность процесса сверления и подготовка к нему претерпевают существенные изменения.
Современный инструмент позволяет засверливаться в сплошной материал и не нуждается в предварительной зацентровке отверстий. Достигается высокое качество поверхности и, зачастую, отпадает необходимость в последующей чистовой обработке отверстия. В некотором смысле сверление можно сравнить с операциями точения и фрезерования, но при сверлении уделяется большее значение эвакуации стружки. Обработка в ограниченном пространстве отверстия накладывает повышенные требования в отношении контроля за стружкообразованием. Сверление в сплошном материале является одним из наиболее распространенных методов изготовления отверстия заданного диаметра за одну операцию (рис. 3.25 (а)).
Трепанирующее сверление используется, в основном, при обработке отверстий большого диаметра, так как этот метод не требует таких затрат мощности, как сверление сплошного материала. Трепанирующие сверла превращают в стружку не весь материал отверстия, а оставляют целым сердцевину отверстия и, следовательно, предназначены только для обработки сквозных отверстий (рис. 3.24 (б)). Растачивание – это процесс увеличения диаметра отверстия инструментом специальной формы (рис. 3.25 (в)). Развертывание – это процесс, использующий много- или однолезвийный инструмент для повышения точности формы и размеров отверстия, а также снижения шероховатости поверхностей (рис. 3.25 (г)).
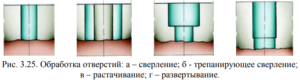
Режимы резания при сверлении задаются такими параметрами, как скорость резания, подача на оборот, скорость подачи или минутная подача (рис. 3.26). Скорость резания (vc) выражается в м/мин и определяет скорость на периферии сверла. Скорость резания изменяется вдоль режущей кромки от максимума на периферии до нуля на оси сверла.
Рекомендуемые значения скорости относятся к скорости на периферии сверла. Подача на оборот (rn), измеряемая в мм/об, определяет величину осевого перемещения инструмента за один его оборот и используется для вычисления скорости осевой подачи сверла. Скорость подачи или минутная подача (vf), измеряемая в мм/мин, это подача инструмента по отношению к пройденному им пути в единицу времени. Другое название этой величины – машинная подача, или подача стола. Скорость, с которой сверло проникает в заготовку, равняется произведению подачи на оборот и скорости вращения шпинделя. Основные факторы, характеризующие операцию сверления:
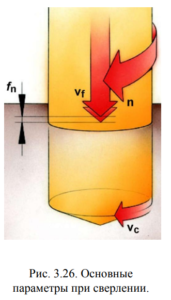
- диаметр отверстия;
- глубина отверстия;
- точность и качество поверхности;
- обрабатываемым материал;
- условия обработки;
- надежность обработки;
- производительность.

Образование стружки с формой и размерами, позволяющими легко удалять ее из отверстия, является первоочередным вопросом при рассмотрении любой операции сверления (рис. 3.27). Без удовлетворительной эвакуации стружки работа сверла станет невозможной вследствие забивания стружечных канавок и закупоривания сверла внутри отверстия. Высокопроизводительная обработка отверстий современными сверлами возможна только при обеспечении беспрепятственного отвода стружки посредством использования достаточного количества охлаждающей жидкости.
Большинство коротких сверл имеет две стружечные канавки для эвакуации стружки. Современное оборудование и инструмент позволяют осуществлять подвод СОЖ по внутренним каналам в сверле, через которые она поступает непосредственно в зону резания, уменьшая действие сил трения и вымывая стружку из отверстия. Стружкообразование зависит от типа обрабатываемого материала, геометрии инструмента, режимов резания и, в некоторой степени, от выбранной охлаждающей жидкости.
Обычно мелкая стружка образуется при увеличении подачи и/или уменьшении скорости резания. Длина и форма стружки считаются удовлетворительными, если они позволяют гарантированно удалять ее из обрабатываемого отверстия. Поскольку скорость резания уменьшается от периферии к центру, вершина сверла не будет участвовать в резании. На вершине сверла передний угол отрицательный и скорость резания равна нулю, а это означает, что она будет просто давить материал, что повлечет за собой появление пластической деформации. В свою очередь, это приведет к увеличению осевой силы резания.
Если оборудование не имеет достаточной мощности и жесткости, появляется биение шпинделя и, в результате, форма отверстия может получиться овальной. Применение современных сверл со сменными пластинами позволяет вести обработку с высокими скоростями и большими объемами образующейся стружки, которая вымывается из отверстия потоками охлаждающей жидкости, подающейся под определенным давлением по внутренним каналам. Необходимые давление (МПа) и объем (л/мин) СОЖ зависят от диаметра отверстия, а также от условий обработки и типа материала заготовки. При внутреннем подводе СОЖ для вращающегося сверла ее давление должно быть выше, по сравнению со сверлом невращающимся, из-за влияния центробежной силы. В этом случае рекомендуется компенсировать недостаток давления дополнительным объемом жидкости. Определенные потери давления при прохождении по трубопроводам должны также учитываться при подводе СОЖ.
Для выбора сверла необходимо:
- Определить диаметр, глубину и требования по качеству поверхности отверстия (принимаются во внимание вопросы надежности обработки).
- Выбрать тип сверла (выбрать сверло для черновой или чистовой обработки, в соответствии с обрабатываемым материалом и требованиями к качеству отверстия, и обеспечивающее максимальную экономичность обработки ).
- Выбрать марку сплава и геометрию (при использовании сверл со сменными пластинами, пластины должны быть выбраны отдельно, в соответствии с диаметром сверла, геометрией и сплавом, предназначенными для обработки данного материала; для цельных сверл и сверл с напаянным твердым сплавом достаточно выбрать марку твердого сплава).
- Выбрать тип хвостовика (выбрать тот тип, который подходит для используемого оборудования).
Рекомендуемые режимы резания
Увеличение надежности обработки при использовании предельных глубины резания и подачи может быть достигнуто путем устранения технологических перегрузок, возникающих обычно в момент врезания и выхода инструмента из зоны резания. Система ЧПУ позволяет автоматически менять величину подачи на этих переходах цикла.
Производительность и надежность повышают также путем рационального выбора скорости резания. Опыт эксплуатации станков с ЧПУ показывает, что скорость резания следует выбирать с учетом особенностей автоматизированных технологических процессов. Рабочие ходы и переходы каждого инструмента осуществляют с различной глубиной резания, подачей и скоростью при различных направлениях перемещения. Каждый инструмент в течение периода стойкости обрабатывает различные поверхности деталей из одинаковых или различных материалов. Каждый рабочий ход выполняется на режимах, обеспечивающих более полное применение станка и инструмента. Инструменты используются в составе различных многоинструментальных наладок, причем меньшую часть инструментов заменяют при смене обрабатываемой детали, а большую – по мере затупления.
Указанные особенности технологического процесса существенно влияют на характер износа и выбор скорости резания. Для выбора режимов резания на станках с ЧПУ используют специальные справочники – общемашиностроительные нормативы режимов резания, разработанные для различных видов режущих инструментов (концевых фрез, резцов с механическим креплением твердосплавных пластин и т. д.). В табл. 3.5, 3.6, 3.7 указаны рекомендуемые при точении и фрезеровании режимы резания, предлагаемые компанией Sandvik.
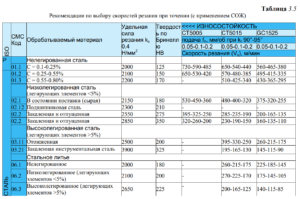
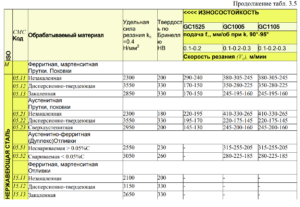
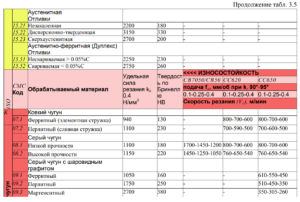
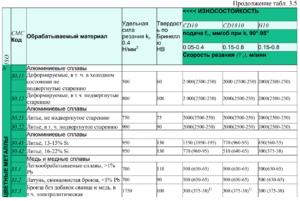
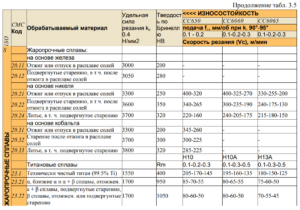
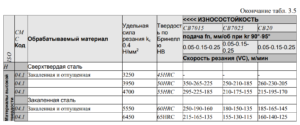
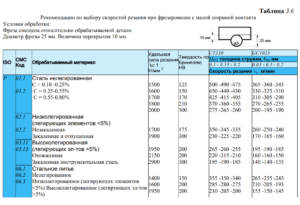
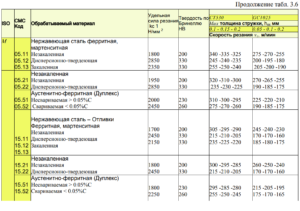
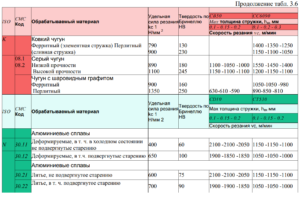
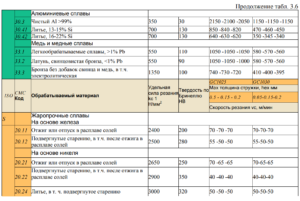
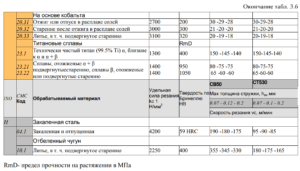
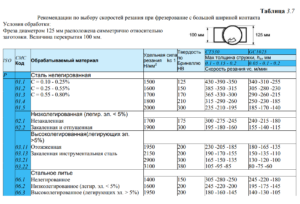
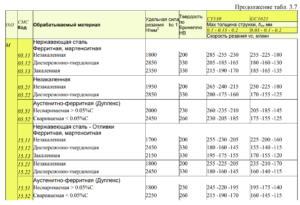
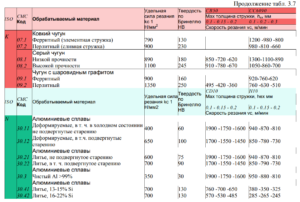
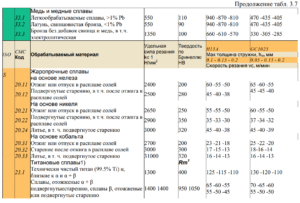

ВСПОМОГАТЕЛЬНЫЙ ИНСТРУМЕНТ
Как правило, на станках с ЧПУ обработка проводится с участием различного инструмента. При этом, по устоявшимся в машиностроении традициям каждый из типов инструмента имеет свои присоединительные поверхности, отличающиеся как конструкцией, так и размерами: резцы, обычно, имеют державку прямоугольного сечения, различных типоразмеров; осевой инструмент присоединяется с помощью конусов Морзе и цилиндрических хвостовиков. Вследствие большого разнообразия присоединительных поверхностей, практически невозможно сконструировать револьверную головку (присоединительную поверхность шпинделя), обеспечивающую непосредственное крепление всей номенклатуры, участвующей в обработке режущего инструмента.
Вследствие этого, инструмент к револьверной головке подсоединяется с помощью промежуточных переходных блоков, носящих название «вспомогательный инструмент». Такой блок обычно имеет две присоединительные поверхности: одна поверхность служит для соединения c револьверной головкой (шпинделем), а вторая предназначена для крепления инструмента конкретного типоразмера. Эффективность работы станков с ЧПУ, повышение их производительности в значительной мере зависят от технического уровня вспомогательного инструмента, обеспечивающего возможность сокращения всех составляющих штучнокалькуляционного времени.
Сокращение основного времени, достигаемое интенсификацией режимов резания, может быть обеспечено в результате повышения жесткости вспомогательного инструмента, увеличения силы закрепления режущего инструмента, особенно оснащенного твердосплавными неперетачиваемыми пластинами, изготовленными из сверхтвердых материалов, а также путем применения конструкций патронов, исключающих влияние центробежных сил на точность обработки. Уменьшение времени, затрачиваемого на базирование и закрепление заготовок, может быть обеспечено путем использования вспомогательного инструмента, обеспечивающего расширение технологических возможностей станка (сменных угловых головок, токарных головок для вращающихся инструментов и т. п.). Сокращение времени на смену инструмента может быть достигнуто путем быстросменного вспомогательного инструмента, предварительно настроенного вне станка, сокращения числа смен инструмента при применении многошпиндельных головок.
Уменьшение подготовительно-заключительного времени оказывает существенное влияние на сокращение времени простоя станка с ЧПУ, особенно в мелкосерийном производстве. Поскольку переналадка станка заключается лишь в смене УП, сокращение подготовительно-заключительного времени обусловливается, главным образом, сокращением времени замены инструмента и приспособлений. Сокращение времени замены вспомогательного инструмента в сборе с режущим достигается их предварительной настройкой вне станка и установкой в револьверных головках или инструментальных магазинах, а также быстрой сменой револьверных головок или автоматической сменой магазинов с установленным заранее необходимым вспомогательным инструментом в сборе с режущим инструментом. Можно сформулировать следующие требования к вспомогательному инструменту для станков с ЧПУ:
- крепление режущего инструмента с требуемыми точностью, жесткостью и виброустойчивостью; – регулирование (при необходимости) положения режущих кромок относительно координат технологической системы станков с ЧПУ;
- расширение технологических возможностей станков с ЧПУ;
- концентрация технологических переходов;
- удобство в эксплуатации (быстросменность, простота сборки, наладки);
- технологичность изготовления.
Вспомогательный инструмент для станков с ЧПУ токарной группы
Вспомогательный инструмент токарных станков должен обеспечивать крепление резцов, сверл (с коническим и цилиндрическим хвостовиками), зенкеров, разверток, метчиков и плашек и удовлетворять следующим основным требованиям:
- быть достаточно жестким;
- иметь высокую точность и стабильность базирования и крепления режущего инструмента;
- позволять выполнять все технологические операции, предусмотренные технической характеристикой станка;
- легко и быстро устанавливаться и сниматься;
- иметь межразмерную унификацию;
- обеспечивать настройку инструмента вне станка
Наиболее широкое распространение получили станки с револьверными головками, позволяющими крепить режущий инструмент с помощью вспомогательного инструмента или с непосредственной установкой резцов. Способы установки вспомогательного инструмента в револьверной головке различны. Широко применяется центрирование по конусу или цилиндрическому хвостовику с креплением винтами за фланец, прижимными винтами в лыску хвостовика, зажимными сухарями за цилиндрический хвостовик и рифленым клином за рифления в лыске цилиндрического хвостовика. Эти способы крепления вспомогательного инструмента получили распространение на патронно-центровых станках, имеющих шести- и восьмигранные револьверные головки.
На одной грани головки может быть закреплено несколько резцедержателей с режущим инструментом для наружной и внутренней обработок [3]. Базирование осуществляется по направляющим в виде призм, сфер или типа «ласточкин хвост», а также креплением эксцентриком или прижимными планками, используют базирование по призмам с креплением прихватами. Реже выполняется базирование вспомогательного инструмента по зубчатому венцу с креплением эксцентриком или винтами, базирование по шпонке или штифтам с креплением винтами, а также базирование по крутому конусу с креплением эксцентриком. Применяется и непосредственное крепление режущего инструмента в револьверных головках. Базирование и крепление с помощью цилиндрического хвостовика (рис. 3.28 (а–в)) обеспечивает надежное центрирование инструмента. Этот способ используется на станкостроительных заводах, изготовляющих и эксплуатирующих универсальные револьверные станки, токарные полуавтоматы и автоматы.
Конструкция цилиндрического хвостовика у вспомогательного инструмента для станков с ЧПУ, по сравнению с обычными станками, несколько видоизменена и введена плоская лыска, на которой в ряде случаев выполняют рифления (рис. 3.28 (г)). Базирование резцедержателя проводится по цилиндру хвостовика и штифту, обеспечивающему точную угловую установку инструмента, который крепится в револьверной головке с помощью сухаря или клина имеющего рифления, смещенные относительно рифлений хвостовика. В результате вспомогательный инструмент прижимается к револьверной головке станка с усилием в несколько килоньютонов. Жесткость такого соединения превышает жесткость соединения без рифлений в 3 раза. В некоторых станках с ЧПУ используется комбинированная установка вспомогательного инструмента (рис. 3.28 (д)) на призматические направляющие (две призмы или призма и плоскость) в сочетании с цилиндрическим хвостовиком.
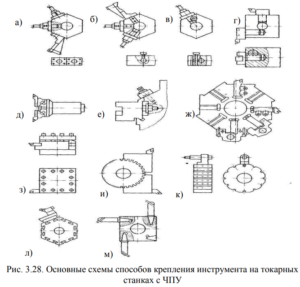
Резцедержатели с установкой на призматические поверхности (рис. 3.28 (е)) используют на станках с четырехпозиционными револьверными головками, предназначенными для центровых и патронно-центровых работ. Такой способ позволяет с помощью нескольких сухарей устанавливать на одной грани револьверной головки независимо друг от друга несколько резцедержателей. В продольном направлении резцедержатели фиксируются сухарем, который входит в специальный паз. Через этот сухарь смазочноохлаждающую жидкость подводят к инструменту. Вид резцедержателя с базирующей призмой и с открытым пазом под резцы представлен на рис. 3.29. Принципы закрепления инструмента, подвода и подачи СОЖ, регулирования положения резцов приняты такими же, как и для резцедержателей с цилиндрическим хвостовиком. Отличительной особенностью резцедержателей с базирующей призмой является то, что в них можно устанавливать как правые, так и левые резцы.
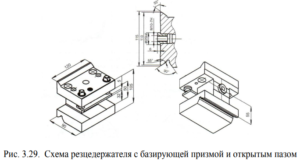
На центровых токарных станках с ЧПУ широко используют револьверные головки (рис. 3.28 (ж)) с непосредственным креплением режущего инструмента. Реже используют четырехгранные резцедержатели (рис. 3.28 (и)), конструкции которых аналогичны применяемым на универсальных станках с ручным управлением. На ряде токарных станков вспомогательный инструмент, который базируют по зубчатому венцу револьверной головки (рис. 3.28 (к)). Резцедержатели имеют зубчатый венец с зубьями внутреннего зацепления, прижимы которых осуществляются эксцентриком. Такой способ крепления обеспечивает необходимую жесткость, позволяет располагать резцедержатели под любым углом относительно друг друга. Недостаток способа — относительная сложность нарезания зубьев, особенно на резцедержателях. Несколько реже используют способы установки, представленные на рис. 3.28 (л-н). На рис. 3.30 приведен пример комплекта вспомогательного инструмента к токарному станку Т7 Leadwell [14].
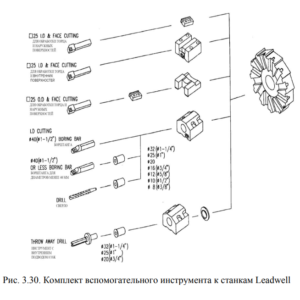
Вспомогательный инструмент для станков сверлильно-расточной и фрезерной групп
Служебное назначение вспомогательного инструмента для многоцелевых станков полностью соответствует инструменту токарных станков с ЧПУ. Отличительные особенности такого инструмента [3]:
- в связи с тем, что инструмент устанавливается в шпиндель станка, хвостовики обычно имеют форму конуса Морзе;
- так как смена и закрепление инструмента выполняется автоматически, на хвостовике предусмотрены специальные поверхности, предназначенные для захвата инструмента автооператором, а также для удержания инструмента в магазине. Пример комплекта вспомогательного инструмента многоцелевого станка ЧПУ показан на рис. 3.31.
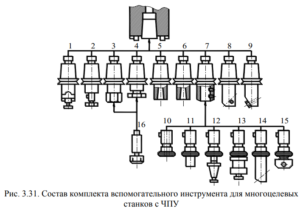
В систему (рис. 3.31) включены оправки насадных фрез 1, 2, предназначенные для крепления торцовых, трехсторонних, цилиндрических и других фрез. Цанговые патроны 3, 4, 16 предназначены для крепления инструмента с цилиндрическим хвостовиком, стандартных сверл, зенкеров, разверток, фрез диаметром 3-20 мм и специальных фрез диаметром 20—50 мм. Нерегулируемые переходные втулки 5, 6 предназначены для инструмента с конусом Морзе от 2-5. Системой предусмотрена номенклатура расточных оправок для чистовой и черновой обработок. Включены оправки 9 для чистовой обработки отверстий диаметром 50-180 мм, изготовляемые с наклонными гнездами под резцовые расточные вставки с микрометрическим регулированием. В однолезвийных оправках 8 для чернового растачивания отверстий диаметром 50-180 мм предусмотрено использование стандартных расточных резцов, устанавливаемых в державку. В качестве адаптера в системе используются переходные державки, состоящие из корпуса с внутренним цилиндрическим отверстием и винта для фиксации положения закрепляемого хвостовика 7.
В державках закрепляются переходные цилиндрические втулки 10, оправки для насадных зенкеров и разверток 12, патроны для метчиков 13, расточные оправки 14 и расточные патроны 15. Комплект вспомогательного инструмента фирмы Sandvik Coromant показан на рис. 3.32. В состав комплекта входят набор хвостовиков, отвечающих требованиям различных стандартов; переходники, предназначенные для увеличения вылета инструмента; набор патронов для крепления насадных фрез и концевого инструмента; набор черновых и чистовых расточных оправок, а также концевых фрез и сверл, имеющих унифицированные присоединительные поверхности Coromant Capto. При работе с высокими частотами вращения шпинделя (более 10000 об/мин) одним из основных требований к вспомогательному инструменту являются высокие и стабильные усилия закрепления и минимальное биение инструмента [12]. Им соответствуют оправки с гидропластом, гидромеханическим и термическим зажимами (рис. 3.33). В оправках первого типа давление зажима создает малосжимаемое вещество «гидропласт» при завинчивании винта в корпус.


Рис. 3.32. Состав комплекта вспомогательного инструмента для многоцелевых станков фирмы Sandvik Coromant.
Принцип работы гидромеханических оправок схож с предыдущим, только давление создается не винтом, а специальным насосом. При этом жидкость, находящаяся в корпусе, действует на клиновой механизм, зажимающий инструмент. Оправки с термическими зажимами используют свойство металлов расширяться при нагревании. Корпус помещается в специальное устройство индукционного нагрева, нагревается и в него устанавливается инструмент. После охлаждения посадочный диаметр уменьшается и инструмент закрепляется силами упругости. Данный тип оправок используется только для твердосплавного инструмента, т. к. его коэффициент теплового расширения ниже, чем у стали.
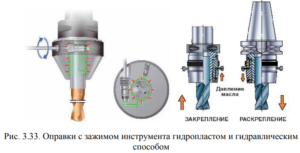
Существует отдельная группа вспомогательного инструмента, предназначенного для расширения технологических возможностей станка и носящего название «специальный вспомогательный инструмент». К такому инструменту относятся многошпиндельные, угловые и ускорительные головки, устройства удаления стружки, дозаторы. Автоматически сменяемые многошпиндельные головки имеют, как правило, два, три или четыре шпинделя. Вращение этих шпинделей осуществляется с той же частотой, что и вращение шпинделя с сохранением направления вращения. В двухшпиндельной головке (рис. 3.34) центральная шестерня 1, размещенная на хвостовике 15, вращающаяся в подшипниках 14, через блоки колес 13 и 12 передает крутящий момент от шпинделя станка на шестерни 9, размещенные на шпинделях 6 головки. Шпиндели 6 размещены в корпусах 5 с эксцентриситетом относительно осей 2 и 10, расположенных в корпусе 4 головки с межосевым расстоянием, равным 68 мм. При вращении корпусов 5 вокруг осей 10 расстояние между шпинделями 6 головки изменяется от минимального до максимального. Режущий инструмент цилиндрическим хвостовиком диаметром до 13 мм закрепляется в цангах 8 с помощью гаек 7.
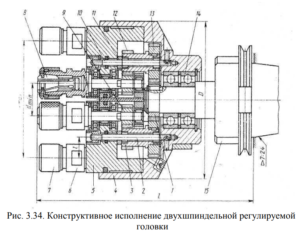
Для сокращения времени, затрачиваемого на базирование и закрепление заготовок, используются сменные головки, в которых шпиндель головки расположен относительно оси шпинделя станка под углом. На рис. 3.35 представлена конструкция головки с углом α = 45°. На хвостовике 1 размещена коническая шестерня 2, которая находится в зацеплении с шестерней 3, закрепленной с проставкой 4 на шпинделе 5 с конусом Морзе. Достижение произвольного положения оси инструмента относительно оси шпинделя достигается с помощью регулируемых угловых головок, Они выполняются с двумя разъемами, каждый из которых обеспечивает поворот соединяемых частей относительно друг друга на 360°. В результате может быть обработана любая точка в пределах полусферы.
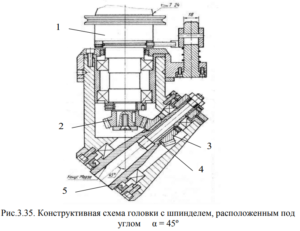
Ускорительные головки (мультипликаторы) предназначены для обработки на станках с ЧПУ конструкционных сталей и чугунов нормальной обрабатываемости концевыми твердосплавным и быстрорежущим инструментами диаметром до 12 мм (сверла, центровки, зенкеры, концевые и шпоночные фрезы и т. п.) со скоростями резания, имеющими оптимальные значения. Необходимость в таких головках предопределяется тем, что ряд станков для обработки корпусных деталей имеют ограниченную частоту вращения шпинделя, недостаточную для достижения необходимой скорости резания. Пример конструкции ускорительной головки представлен на рис. 3.36. Корпус 1 выполняет роль водила, в котором на осях 9 закреплены сателлиты 7. Корпус 1 неподвижно соединен с хвостовиком 3, устанавливаемым в шпиндель станка. Сателлиты 7 находятся в зацеплении с корончатым колесом 8, которое может быть остановлено путем соединения с позиционирующим блоком. Через солнечное колесо 2 вращение передается на выходной вал 5, который движется с частотой, в пять раз большей частоты вращения шпинделя. На открытом конце выходного вала размещен цанговый патрон с цангой 10, которая с помощью гайки 11 закрепляет цилиндрический хвостовик инструмента 12. На другом конце выходного вала 5 с помощью шайбы 4 закреплен маховик 6, предназначенный для повышения равномерности вращения инструмента.
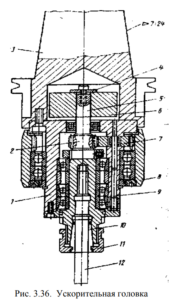
После сверления глухого отверстия оставшуюся в нем стружку удаляют с помощью специального устройства для удаления стружки (рис. 3.37), который подключается к индустриальному пылесосу через специальный разъем 2. Подвод сменного наконечника 6 к детали осуществляется при подаче 4-6 м/мин. После упора в деталь наконечника 6 колено 7 перемещается относительно хвостовика 1 и через трубу 5 перемещает плунжер 4 разъема 2 до срабатывания конечного выключателя 3, который подает команду на прекращение подачи устройства.
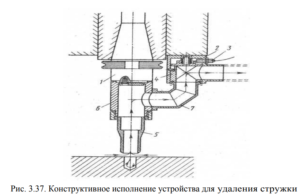
Дозатор для подачи масла (рис. 3.37) пригоден как для станков с вертикальным, так и с горизонтальным расположением оси шпинделя. Дозатор позволяет вводить масло в отверстие или в другие зоны, которые требуют смазывания, а также в тех случаях, когда СОЖ, находящаяся в системе станка, не пригодна для этих целей. Объем дозатора составляет 400, 600 и 800 см3 , доза масла может регулироваться от 0 до 2 см3 . Дозатор (рис. 3.38) имеет хвостовик 1 для установки в шпинделе станка, который соединяется с емкостью 2. Емкость 2 снабжена перепускным клапаном 8, втулкой 3 с запорной иглой 4, который функционирует как в вертикальном, так и в горизонтальном положениях, однако в последнем случае необходима ориентация дозатора по углу вращения шпинделя. Из камеры 8 масло поступает в наконечник 5, в котором находится плунжер 6 с шариковым клапаном 7.
При наличии масла в камере 8 дозатор со скоростью 4-6 м/мин прижимается к детали до упора форсункой 10. При этом плунжер 6 перемещается в наконечнике 5, создавая давление в камере 8. Под этим давлением срабатывает шариковый клапан 7, и порция масла выбрасывается в зону предстоящей обработки. Сменные форсунки 10 обеспечивают различную форму впрыска для достижения наилучшего эффекта смазки. После впрыска дозатор отводится от детали и плунжер 6 под действием пружины 9 возвращается в исходное положение, функционируя при этом как поршень насоса. В камере 8 создается разрежение, клапан 4 открывается и камера заполняется маслом. Количество масла определяется величиной хода плунжера 5. При максимальном ходе 15мм обеспечивается подача 2 см3 масла.