Машинист крана-манипулятора 6-го разряда
Основы программирования
МЕТОДЫ ПРОГРАММИРОВАНИЯ ОБРАБОТКИ НА СТАНКАХ С ЧПУ
Существуют три основных способа разработки управляющих программ: ручное программирование, программирование на стойке ЧПУ и программирование при помощи CAM-систем. Ручное программирование является весьма утомительным занятием. Однако все программисты-технологи обязаны иметь хорошее понимание техники ручного программирования независимо от того, действительно ли они ее используют.
Если на предприятии используется несколько станков с ЧПУ, а изготавливаемые детали предельно просты, то грамотный технологпрограммист, хорошей техникой ручного программирования, будет способен превзойти по производительности труда программистатехнолога, использующего CAM-систему. Ручное программирование для ЧПУ также экономически эффективно при изготовлении изделий ограниченной номенклатуры. Наконец, даже в случае применения CAM-системы, нередко возникает потребность коррекции кадров УП, вследствие обнаружения ошибок на этапе верификации. Также, общепринятой является коррекция кадров УП после ряда первых пробных прогонов на станке с ЧПУ.
Если для выполнения этих, часто элементарных корректировок, программист должен опять использовать CAMсистему, то это неоправданно удлинит процесс подготовки производства. Программирование на стойке системы ЧПУ. Этот метод программирования стал весьма популярен в последние годы. Программы создаются и вводятся непосредственно на стойке системы ЧПУ, используя клавиатуру, дисплей, а также систему графических пиктограмм и меню. Программист может немедленно верифицировать кадры УП путем графической имитации обработки на экране стойки. Системы диалогового-графического проектирования существенно различаются между собой. В большинстве случаев, любая из них является одноцелевой системой, предназначенной для автоматизации программирования определенного типа обработки на определенном оборудовании.
Мало того, некоторые модели рассчитаны только на ручной ввод управляющей программы и, тем самым, не могут обеспечить технологию удаленного программирования при помощи CAMсистемы. Однако, более современные модели работают как в диалоговом режиме, так и имеют устройства для ввода G-кодов, сгенерированных другими CAM-системами.
В общем случае, существуют предприятия, использующие ограниченное число наемных рабочих и выпускающие широкий ассортимент деталей. В таких фирмах один работник может выполнять разнообразные задачи, связанные с обслуживанием станков с ЧПУ. Например, на многих малых предприятиях оператор станка с ЧПУ занимается установкой заготовки; ее креплением; вводом УП; проверкой и оптимизацией УП, наконец, он следит за обработкой.
В этом случае, метод программирования «у стойки с ЧПУ» весьма оправдан и более эффективен, чем оплата услуг «удаленного» программиста-технолога. Человек, выполняющий диалоговое проектирование УП, должен иметь более высокую оплату труда и мотивацию, ведь этот сотрудник вносит существенный вклад в успех предприятия. Имея такие стимулы, сотрудник может превзойти «обычного» программиста-технолога, неспешно разрабатывающего УП вдалеке от цеха.
Программирование при помощи САМ-систем. САМ-системы позволяют поднять программирование для станков с ЧПУ на более высокий уровень, по сравнению с рутинным ручным программированием. Обобщая, можно утверждать, что САМсистемы облегчают труд технолога-программиста в трех главных направлениях. САМ-системы избавляют технолога-программиста от необходимости проводить математические вычисления вручную; позволяют создавать на одном базовом языке управляющие программы для различного оборудования с ЧПУ; наконец, они обеспечивают технолога типовыми функциями, автоматизирующими ту или иную обработку. Для использования САМ-системы технолог-программист использует персональный компьютер или рабочую станцию. Компьютерная программа автоматически генерирует управляющую программу (G-код). Затем, управляющая программа передается, тем или иным способом, в память стойки станка с ЧПУ. Оптимальная область применения таких систем – крупные предприятия, а также предприятия, выпускающие значительную номенклатуру постоянно изменяющихся деталей.
КОДИРОВАНИЕ И ЗАПИСЬ УПРАВЛЯЮЩИХ ПРОГРАММ
Порядок составления УП начинается с изучения языка программирования, который регламентируется ГОСТ 20999-83, полностью соответствует СТ СЭВ 3585-82 и комплексу стандартов, носящих общее название ISO 7bit. Программа, написанная на данном языке, будет «понятна» большинству систем ЧПУ независимо от производителя.
Структура управляющей программы
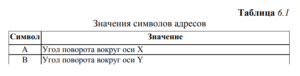
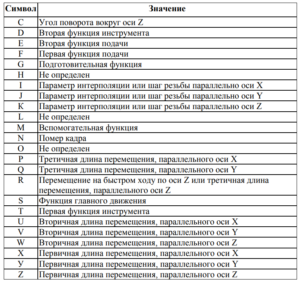
Управляющая программа представляет собой последовательность кадров. Каждая управляющая программа должна начинаться символом «Начало программы» (%), после которого должен стоять символ «Конец кадра» (ПС), а затем кадр с соответствующим номером. Для современных систем ЧПУ это требование необязательно. Каждый кадр представляет собой последовательность слов (адресов). Первым словом любого кадра является номер кадра (N). Каждое слово в кадре управляющей программы должно состоять из: символа адреса (латинская прописная буква по табл. 6.1, 6.2); математического знака «Плюс» или «Минус» (при необходимости); последовательности цифр. Слова в управляющей программе должны быть записаны одним из двух способов:
- без использования десятичного знака (подразумеваемое положение десятичной запятой);
- с использованием десятичного знака (явное положение десятичной запятой).
Подразумеваемое положение десятичной запятой определено в характеристиках формата конкретного УЧПУ. При записи слов с использованием десятичного знака могут быть опущены незначащие нули, стоящие до и (или) после знака. Например: Х.03 означает размер 0,03 мм по оси X; X 1030. означает размер 1030,0 мм по оси X. При записи слов с подразумеваемой десятичной запятой с целью сокращения количества информации рекомендуется опускать нули, стоящие перед первой значащей цифрой (ведущие нули).
Допускается опускать последние нули (ведущие нули в этом случае опускать нельзя). При опускании как ведущих, так и последних нулей, положение подразумеваемой десятичной запятой остается неизменным согласно характеристикам формата конкретного УЧПУ. Управляющую программу рекомендуется составлять таким образом, чтобы в кадре записывалась только та геометрическая, технологическая и вспомогательная информация, которая меняется по отношению к предыдущему кадру.
Любая группа символов, не подлежащая отработке на станке, должна быть заключена в круглые скобки. Внутри скобок не должны применяться символы «Начало программы» и «Главный кадр». Например, группа символов, заключенная в скобки, может быть выведена на дисплей и служить в качестве указаний оператору: N020 T1 M6 (проверить в позиции №1 сверло Ø20 мм) Управляющая программа должна заканчиваться символом «Конец программы» (М02) или «Конец информации» (М30). Информация, помещенная после символа «Конец информации», не воспринимается УЧПУ.
Структура кадров
Информационные слова в кадре рекомендуется записывать в следующей последовательности: слово (или слова) «Подготовительная функция»; слова «Размерные перемещения», которые рекомендуется записывать в последовательности символов X, Y, Z, U, V, W, P, Q, R, А, В, С; слова «Параметр интерполяции или шаг резьбы» I, J, К; слово (или слова) «Функция подачи», которое относится только к определенной оси и должно следовать непосредственно за словами «Размерное перемещение» по этой оси. Слово «Функция подачи», относящиеся к двум и более осям, должны следовать за последними словами «Размерное перемещение», к которым они относятся; слова «Функция главного движения»; слово (или слова) «Функция инструмента»; слово (или слова) «Вспомогательная функция». В пределах одного кадра управляющей программы не должны повторяться слова «Размерные перемещения» и «Параметр интерполяции или шаг резьбы». В пределах одного кадра управляющей программы не должны использоваться слова «Подготовительная функция», входящие в одну группу.
Структура слов
Размерные слова
Для указания линейных перемещений используются слова X, Y, Z. Под словом X указывается перемещение рабочего органа по оси X и, аналогично, для остальных слов. Если на станке имеется несколько суппортов, то для указания перемещений второго суппорта по осям используются адреса U, V, W соответственно, для третьего – P, Q, R. Все линейные перемещения выражены в миллиметрах и их десятичных долях. Для указания угловых перемещений используются адреса A, B, C. Адрес А задает величину поворота вокруг оси X и т. д. Все угловые размеры должны быть выражены в радианах (или в градусах). Допускается угловые размеры выражать в десятичных долях оборота. Если УЧПУ допускает задание размеров в абсолютных значениях, положительных или отрицательных, в зависимости от начала системы координат, то математический знак («Плюс» или «Минус») является составной частью слова «Размерное перемещение» и должен предшествовать первой цифре каждого размера. Если УЧПУ допускает задание размеров в приращениях, то математический знак («Плюс» или «Минус») должен предшествовать первой цифре каждого размера, указывая направление перемещения. При задании размеров как в абсолютных значениях, так и в приращениях, математический знак «Плюс» в словах «Размерные перемещения» допускается опускать.
Функция подачи и главного движения
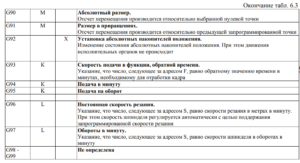
Скорость подачи указывается словом F, скорость главного движения указывается адресом S и должны кодироваться числом, количество разрядов которого должно быть указано в формате конкретного УЧПУ. Выбор типа подачи должен осуществляться одной из следующих подготовительных функций: «Подача в функции обратной времени» (G93); «Подача в минуту» (G94); «Подача на оборот» (G95). Выбор вида функционирования главного движения (там, где это необходимо) должен осуществляться одной из следующих подготовительных функций: «Постоянная скорость резания» (G96); «Обороты в минуту» (G97).
Существует два основных метода указания величины подачи и скорости: путем указания кода (F22 – подача 0,5 мм/об) и в явном виде (F0,5). Рекомендуется, чтобы основным методом кодирования был метод прямого обозначения, при котором для подачи должны использоваться следующие единицы измерения: миллиметры в минуту – подача не зависит от скорости главного движения; миллиметр на оборот – подача зависит от скорости главного движения; радиан в секунду (градусы в минуту) – подача относится только к круговому перемещению; для скорости главного движения число обозначает скорость шпинделя в радианах в секунду (оборотах в минуту). Допускается подачу и скорость задавать кодовым числом, причем большей подаче (скорости) должно соответствовать большее кодовое число. В паспорте станка, в таком случае, присутствует таблица, в которой указаны коды подач (скоростей) и соответствующие им величины подач (скорости).
Функция инструмента
Слово «Функция инструмента» (Т) используется для выбора инструмента. Допускается использовать эти слова для коррекции (или компенсации) инструмента. В этом случае, слова «Функция инструмента» будут состоять из двух групп цифр (Т 01 01). Первая группа цифр используется для выбора инструмента, вторая – для коррекции инструмента. Если для записи коррекции (компенсации) инструмента используется другой адрес, рекомендуется использовать символ D или Н. Количество цифр, следующих за адресами Т, D и Н должно быть указано в формате конкретного УЧПУ.
Кодирование подготовительных функции
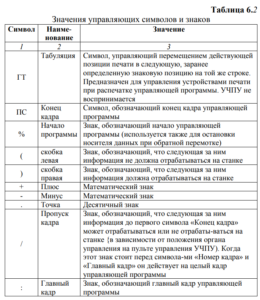
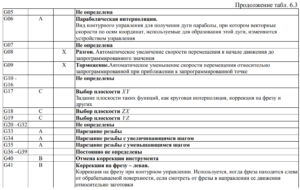
Подготовительные функции указывают системе ЧПУ особенности выполняемых в данном и последующих кадрах перемещений. Перечень основных подготовительных функций представлен в табл. 6.3. Особенности использования подготовительных функций в учебном пособии рассмотрены при изучении конкретных систем ЧПУ.
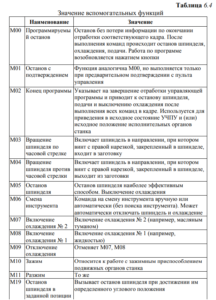
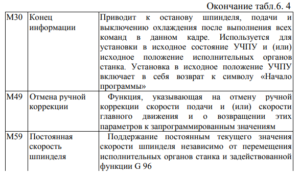
Кодирование вспомогательных функций
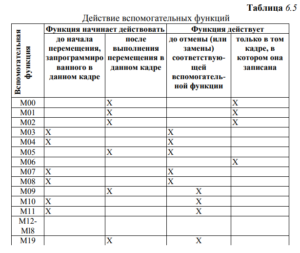
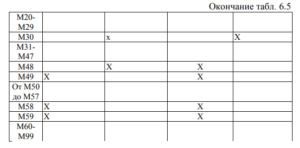
Наряду с подготовительными функциями существуют и вспомогательные функции служащие для управления электроавтоматикой станка. Перечень и назначение вспомогательных функций представлены в табл. 6.4, 6.5.

ФОРМАТ УПРАВЛЯЮЩЕЙ ПРОГРАММЫ
Схема построения кадров обычно определена. Она зависит от конструктивных особенностей станка, модели УЧПУ, методики программирования и т. д. Поэтому каждый конкретный тип УЧПУ характеризуется, так называемым, форматом, т. е. принятым (рекомендуемым) порядком расположения слов в кадре и структурой каждого слова в отдельности. Явная десятичная запятая обозначается символом DS; символ «табуляция», если он используется, обозначается точкой (.). Если УЧПУ требует указания символа «конец кадра», то он обозначается звездочкой (*) в конце формата.
Если абсолютные размеры всегда положительные, то между адресом и следующим за ним числом не ставят никакого знака, а если они или положительные, или отрицательные, то между адресом и следующим за ним числом ставят знак «плюс» (+) или «плюс – минус» (±). За адресом безразмерных слов следует записывать одну цифру, показывающую количество цифр в слове. Если можно опустить нули, стоящие перед первой значащей цифрой, то за адресом безразмерных слов должны следовать две цифры, первая из которых нуль.
Пример записи формата: % : / DSN03G2X + 053 Y + 053Z + 042F031 S04T05M2*
Данный формат указывает, что УЧПУ, для которого выполняется запись УП, воспринимает символы начала программы (%), главного кадра (:), пропуска кадра (/) и явную десятичную запятую (DS). Ведущие нули при записи кадров УП во всех словах (кроме слов с адресами G и М) разрешается опускать. В приведенном формате N03 – трехзначный номер кадра. Это означает, что всего в программе можно привести кадры с номерами от N1 до N999. Если бы в формате было указано N3 (без нуля перед цифрой 3), то во всех кадрах, где необходимо, обязательно было бы написание нулей как значащих цифр: например N001, N002, …, N099,… Элемент записи Х + 053 – перемещение по оси X со знаком «плюс» или «минус». Числовое значение размерного перемещения указывают после знака, при этом знак «плюс» можно опускать. На целую часть значащего числа отводится пять разрядов, на дробную (после запятой) – три разряда.
В рассматриваемом формате обязательно указание точки (запятой) для разделения целой и дробной частей (об этом говорит символ DS). Кроме того, могут не указываться первые нули в числе до запятой и последние в числе после запятой. Слова в формате записываются также в определенной последовательности. За адресом каждого слова «размерное перемещение» следуют две цифры, первая из которых показывает количество разрядов перед подразумеваемой десятичной запятой, отделяющей целую часть числа от дробной, вторая – количество разрядов после запятой. Если можно опустить нули, стоящие перед первой и после последней значащих цифр в слове «размерное перемещение», то за адресом этого слова должны следовать три цифры. Если опускаются нули, стоящие перед первой значащей цифрой, то нулем должна быть первая цифра. Если опускаются нули, стоящие после значащей цифры, то нулем должна быть последняя цифра. Например, перемещение по оси X на величину 01280,500 мм в положительном направлении должно быть записано Х1280.5 (с указанием точки без знака «плюс» и без крайних нулей). Если бы в формате кадра было указано, например, Х±33 и в начале формата не было символа DS, то это означало бы, что после адреса X необходимо обязательно писать знак «+» или «–» (т. е. «плюс» опускать нельзя), а значащие цифры следует указывать полностью (три) как до условной запятой, так и после нее. Так, если в кадре УП записано Х +053280, то это соответствует размерной величине 53,28 мм. Элемент Y + 053 – перемещение по оси Y (здесь справедливо все сказанное о перемещении по оси X). Элемент Z + 042 – перемещение по оси Z со знаком «плюс» или «минус». При записи знак «плюс» можно опускать, можно опускать также передние и последние (в дробном разряде) нули.
На размерную информацию отводится четыре десятичных разряда до запятой и два после запятой, т. е. максимальное число, которое может быть записано по оси Z, составляет 9999,99 мм (четыре значащие цифры до запятой и две после запятой). Например, перемещение в положительном направлении по оси Z на величину 2000 мм должно быть записано в виде Z2000., на 200 мм – в виде Z200., на 2 мм – в виде Z2., на 0,2 мм – в виде Z.2, на 0,02 – в виде Z.02. Перемещение в отрицательном направлении на величину 50,00мм запишется в виде Z – 50., на 5,00 мм – в виде Z – 5., на 0,50 мм – в виде Z – .5, на 0,05 мм – в виде Z – 0.05. Элемент F031 – функция подачи, при этом подача указывается методом прямого обозначения. Значащие цифры – три слева от десятичной запятой и одна справа; нули после запятой и впереди можно опускать. Если бы в формате было указано, например, F2, то это предполагало бы указание подачи двумя кодовыми числами. Звездочка, завершающая запись формата, означает конец кадра.
ПОРЯДОК РАЗРАБОТКИ УП
Прежде чем приступить непосредственно к написанию УП, необходимо проделать значительную предварительную работу, позволяющую в конечном итоге получить в кратчайшие сроки эффективную УП [27]. На первом этапе устанавливаются параметры заготовки, которую предстоит обработать: качественное состояние поверхностей (предварительно обработанные, литейная корка и т. п.), свойства материала заготовки (вид материала, его твердость), геометрические характеристики (величина размеров, допуска); затем устанавливаются параметры детали, требуемые после обработки (геометрические размеры с допусками, шероховатость поверхности, требования к форме и пространственному положению).
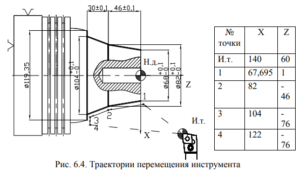
После получения полного представления о том, что и из чего предстоит сделать, приступают ко второму этапу: устанавливают, как и чем это будет достигаться. На основании рекомендаций и положений, изложенных ранее в настоящем пособии, устанавливают технологию обработки: определяют состав переходов предстоящей обработки, устанавливают порядок выполнения переходов, выясняют тип применяемых режущего и вспомогательного инструментов, их геометрические и механические характеристики; определяют режимы резания (подачу, скорость резания). При выполнении данного этапа следует учесть ряд рекомендаций: инструмент следует подбирать такой, который обеспечивал бы обработку максимального числа поверхностей; режимы резания желательно определять не только для каждого инструмента, но и для каждой обрабатываемой элементарной поверхности. Учет этих требований позволит максимально использовать возможности станка и инструментов, что окупит затраты времени на проектирование. На третьем этапе определяют траектории перемещений каждого инструмента – строят схемы движения инструментов, определяют координаты точек (устанавливают положение нуля детали, исходной точки, опорных точек) и порядок обхода их инструментом (рис. 6.4). На четвертом заключительном этапе выполняют кодирование и запись УП, верификацию и отладку.
РАЗРАБОТКА СХЕМЫ ДВИЖЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ
Для проектирования схемы движения режущих инструментов необходимо построить траектории рабочих и вспомогательных перемещений инструментов при обработке основных и дополнительных поверхностей. Разработка схемы движения начинается с определения положения нуля детали и исходной точки. За нуль детали можно принять любую точку, но обычно принимают точку, расположенную на правом торце детали с координатой X, равной 0 (для токарной обработки) (рис. 6.4). Из нуля детали строятся оси системы координат и наносится их обозначение (рис. 6.4). После выбора нуля детали выбирают положение исходной точки – точки, в которой находится инструмент перед началом обработки. Она должна быть выбрана таким образом, чтобы суппорт и закрепленный инструмент не мешали смене заготовок, но при этом, она должна быть как можно ближе к заготовке с целью сокращения затрат времени на холостые ходы. Положение наносится на эскизе с обозначением ее координат.
На схеме движения инструментов изображаются траектории движения режущих кромок инструментов, участвующих в обработке заготовки детали. Сплошными линиями указываются рабочие движения, а пунктирными – холостые. Последовательно расположенные опорные точки, в которых происходит изменение направления движения инструмента, обозначают арабскими цифрами. Цифра соответствует номеру точки. Направление движения указывается стрелкой (рис. 6.4). Схема движения инструментов предназначена для учета всех, без исключения, перемещений инструментов как по величине, так и по направлению. Если в обработке заготовки детали участвуют до трех инструментов при небольшом количестве опорных точек, то вычерчивается общая схема для всех инструментов. При большом числе инструментов и значительном количестве опорных точек следует вычерчивать схему движения для каждого инструмента отдельно. Проектирование схем движения инструментов должно завершиться вычерчиванием обрабатываемого контура детали и соответствующей ему траектории инструмента с нанесением осей координат детали и указанием координат ее базовых поверхностей, т. е. расстояние от нулевой точки детали до исходной точки программы, а также построением таблицы координат опорных точек (рис. 1.4). На этом этапе устанавливают необходимые вспомогательные команды на смену режущего инструмента, изменение числа оборотов шпинделя и подач, включение подачи смазывающе-охлаждающей жидкости (СОЖ) в зону обработки и другие технологические команды. Составление программы осуществляется по инструкции по программированию конкретного станка.
ПРОГРАММИРОВАНИЕ ОБРАБОТКИ НА СТАНКАХ, ОСНАЩЕННЫХ УЧПУ NC-201
Система ЧПУ NC-201 (NC-110, NC-200, NC-210 и т.д.) является российской разработкой и предназначена для управления различными станками (токарными, сверлильными, фрезерными, многоцелевыми). Основные характеристики системы [29, 30]:
- 2-16 управляемых осей: восемь осей в линейной интерполяции, две оси с перемещением от точки к точке, одна ось шпинделя;
- управление одновременно до восьми осей, из которых 8 непрерывных и скоординированных и 2 – от точки к точке;
- плоскость круговой интерполяции может быть применена к любой паре осей;
- винтовая интерполяция; ¾ сочетание круговой интерполяции с линейными и вращательными движениями;
- точность интерполяции в пределах одного микрона на метр радиуса;
- датчики установки положения: энкодер (разрешающая способность 0,1мкм), оптические линейки;
- автоматическое управление векторной скоростью на профиле;
- управление ускорением и замедлением при круговой интерполяции;
- автоматическое замедление на углах; ¾ динамическая оптимизация скорости на профиле;
- память конфигурируемого перехода (максимально 64 кадра) для непрерывной обработки.
Система может быть достаточно легко и быстро настроена на конкретный станок путем изменения файлов конфигурации. СЧПУ позволяет осуществлять программирование в G-кодах и, в дополнение к требованиям ГОСТ 20999-83, имеет встроенные технологические циклы, GTL – язык, и средства визуального программирования.
ФОРМАТ КАДРА
Все кадры программы должны иметь следующий формат: DS N04, G02, X/Y/Z/A/B/C/U/W/V/P/Q/D/+05.4,R+05.4,I/J/K+05.4, F05.2, S05.2, T04.4, M02.
Максимальная длина кадра 128 символов. Каждый кадр должен заканчиваться символом LF (ISO). Все кадры, кроме комментирующего, могут иметь в начале три дополнительных поля, независимо от класса, к которому принадлежит кадр.
А именно:
1) поле подтверждения кадра и выведения его из рабочего состояния (символ ―/‖);
2) поле метки;
3) поле номера кадра. Они могут присутствовать в кадре по одиночке или одновременно.
В случае, если они присутствуют одновременно, последовательность расположения одиночных полей должна быть в обязательном порядке следующей: 1), 2), 3).
Поле подтверждения кадра и выведения его из рабочего состояния позволяет включить в программу кадры, выполнение которых зависит от параметра системы, названного USB [29, 30]. Если параметр является активным (равен «1»), кадр выполняется, в противном случае кадр рассматривается как комментирующий и игнорируется.
Пример: /N100G00X100.
Поле метки позволяет дать символическое название кадру, которому оно принадлежит. Метка служит для возможности вызова кадра из различных точек программы при помощи инструкций перехода. Метка — это алфавитно-цифровая последовательность символов, заключенная в знак «» (кавычки), максимальная длина которой шесть символов.
Метка должна быть запрограммирована сразу же после поля «/», если оно присутствует.
Пример: “START”N100G1X100 /”END”N120Z300 Слово номер кадра служит для нумерации одиночных кадров программы. Номер кадра устанавливается символом «N» , за которым следует число размерностью до четырех знаков, и должен быть запрограммирован в начале каждого кадра, но после символа «/» и
метки.
Пример: N125
“INIZIO” N 125
/”FINE” N 125
ТИПЫ КАДРОВ
Cистема NC-201 допускает применение четырѐх типов кадров:
1) комментирующие кадры;
2) кадры ISO;
3) кадры назначения;
4) кадры с трехбуквенными кодами. Комментирующий кадр дает возможность программисту вводить в программу фразы (комментарии), делая, таким образом, программу более легко читаемой. Такой кадр не выдает сообщений на дисплее и не учитывается в стадии выполнения программы. В общем случае комментирующий кадр состоит из последовательности алфавитно-цифровых символов, из которых первым элементом в обязательном порядке должен быть символ «;».
Пример: ;ЭТО – ПРИМЕР Кадры ISO — это кадры, операторы которых предусмотрены стандартом ISO. Пример: G1 X500 Y20 F200.
Кадры назначения (присвоения) непосредственно из программы пользователя позволяют определить величину нескольких глобальных параметров системы. Впоследствии, эти параметры могут быть использованы в других кадрах того же или другого класса. В зависимости от типа переменных, кадры назначения могут быть подразделены на три класса:
1) кадры назначения с переменными вычисления; например: Е30 = 28.5; 2) кадры назначения с геометрическими переменными; например: р2 = X10 Y25; 3) кадры назначения с глобальными переменными системы; например UOV=1.5 . Кадры с трехбуквенными кодами — это кадры, в которых тип операции, выполнение которой предусмотрено, определен трехбуквенной командой (кодом), согласованной со стандартом EIA 1177 B. Трехбуквенная команда со всеми переменными заключается в скобки.
Пример: (URT,45). Координатные перемещения программируются при помощи адресных слов: A B C U V W X Y Z P Q D. Координаты могут быть выражены в миллиметрах или дюймах и принимают значения от +(-) 0.0001 до +(-) 99999.9999. Любая ось в фазе настройки системы может быть объявлена осью вращения. Программируемая величина от +(-) 0.0001 до +(-) 99999.9999 градусов. При записи УП в любых цифровых значениях ведущие и ведомые нули, а также знак «+» могут быть опущены.
ПРОГРАММИРОВАНИЕ ПОДАЧИ
Функция F программируется от 0.01 до 99999.99. Функция G94 определяет подачу осей в мм/мин (если действует G71) или в дюйм/мин (если действует G70). Функция G95 определяет подачу осей в мм/оборот (G71) или в дюймах/оборот (G70) Функция G93 определяет обратное время в минутах выполнения участка, определенного из отношения: скорость подачи делить на расстояние. Функция F в G93 действительна только в одном кадре.
ПРОГРАММИРОВАНИЕ СКОРОСТИ РЕЗАНИЯ
Функция S программируется от 0.01 до 99999.99. Определяет скорость вращения шпинделя в об/мин при G97 или скорость резания в м/мин при G96.
ПРОГРАММИРОВАНИЕ ИСПОЛЬЗОВАНИЯ ИНСТРУМЕНТА
Функция Т определяет инструмент, необходимый для обработки, и номер соответствующей коррекции. Программируемая величина от 1.0 до 9999.9999. Цифры до десятичной точки определяют инструмент, после – номер корректора.
Коррекция приводится в действие при помощи функции М06. Величины коррекции относятся к длине и диаметру (К) инструмента. Корректировка длины приводится в действие без использования других подготовительных функций. Корректировка диаметра инструмента, вызванная одновременно с корректировкой длины, приводится в действие при помощи функций компенсации радиуса инструмента G41/G42.
ПРОГРАММИРОВАНИЕ ТОКАРНОЙ ОБРАБОТКИ НА СТАКАХ, ОСНАЩЕННЫХ СИСТЕМОЙ ЧПУ NC-201
Программирование подготовки к обработке
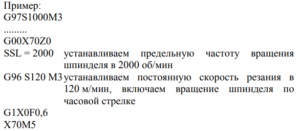
Прежде чем начать процесс обработки необходимо подготовить станок к выполнению запланированных операций: определить единицы измерений, задать режимы резания, установить инструмент, подать, при необходимости СОЖ, включить шпиндель. Перечисленные операции выполняются при помощи вспомогательных и подготовительных функций, слов Т, S, F. Используемые подготовительные функции: G70/G71, G93-G96. Все перечисленные функции (за исключением G97) применяются без дополнительных параметров, действуют в пределах программы до отмены другой аналогичной функцией (табл. 26) и дополнительных пояснений не требуют. Остановимся более подробно на G96 – постоянная скорость резания. Существует дополнительная переменная действующая совместно с G96 – SSL, она позволяет определить предельную скорость шпинделя. Это является необходимым в случае, когда система выполняет контроль постоянства скорости резания (G96).
Формат: SSL = ВЕЛИЧИНА. ВЕЛИЧИНА — может быть константой или параметром такого же формата. Пример. SSL = 200 — устанавливает максимальную скорость шпинделя 200 об/мин;
SSL = 1500 — устанавливает максимальную скорость шпинделя 1500 об/мин.
При обработке в режиме постоянства скорости резания (G96), необходимо всегда программировать SSL до первого программирования функции G96 совместно с функцией S.
Следует отметить, что некоторые подготовительные функции действуют по умолчанию, т. е. если обратимся к рассмотренному ранее примеру (несмотря на то, что в программе не указаны G70, G71, G93-95), можно однозначно сказать, что единицами измерения координат являются миллиметры, значение подачи выражено в миллиметр/оборот. Применение вспомогательных функций, а также адресов S и F дополнительных пояснений не требует.
Подготовка инструмента к работе осуществляется с помощью адреса Т, но не ввод в работу (по данной функции система УЧПУ производит поиск требуемого инструмента в магазине и перемещение его в позицию смены). Непосредственно установка инструмента в рабочее положение осуществляется по команде М6.
Такой алгоритм позволяет сократить долю времени затрачиваемого на смену инструмента при обработке, время на поиск и транспортировку инструмента совмещается с временем обработки предшествующим инструментом. В токарном варианте, при смене инструмента револьверной головкой функция T игнорируется, но номера инструмента и корректора запоминаются, а по М6 производится расфиксация револьверной головки, перемещение в требуемую позицию, закрепление и ввод в действие корректора.
Программа должна оканчиваться вспомогательной функцией М30 или М02.
Пример оформления программы токарной обработки:
N1G90G71G95G97F0.5S1000Т1.1М6M3M8
…
N33M30
Или то же с учетом умолчаний и вспомогательной функции M13:
N1G97F0.5S1000Т1.1М6M13
…
N33M30
Или с учетом того, что адреса можно писать через пробел, номера кадров можно опускать:
G97 F0.5 S1000 Т1.1 М6 M13
…
M30
Программирование перемещений
Все перемещения программируются с использованием подготовительных функций G0, G1, G2 и G3, где номер функции задает характер перемещения, а последующее адресное слово (слова) координаты конечной точки перемещения.
Быстрое позиционирование осей G0
Функция G0 – ускоренное перемещение в заданную точку, определяет линейный тип движения, скоординированный по всем осям, запрограммированным в кадре.
Формат команды:
G00 [ДРУГИЕ G] [ОСИ] [ОПЕРАНДЫ КОРРЕКТИРОВКИ] [СКОРОСТЬ ПОДАЧИ] [ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ].
[ДРУГИЕ G] — все другие функции G, совместимые с G00;
[ОСИ] — представлены символом оси, за которым следует числовое значение в явной или неявной форме, могут присутствовать восемь осей максимально, они не должны быть взаимно переключаемыми;
[ОПЕРАНДЫ КОРРЕКТИРОВКИ] — коэффициенты коррекции на плоскости (u, v, w);
[СКОРОСТЬ ПОДАЧИ] — рабочая подача для скоординированных перемещений, она запоминается, но не выполняется, скорость подачи в кадре с функцией G00 определяется на базе скоростей быстрого хода;
[ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ] — вспомогательные функции M, S и Т; в одном кадре можно программировать до четырѐх функций М и по одной функции S и Т. В квадратные скобки заключены необязательные параметры.
Линейная интерполяция (G01)
Линейная интерполяция (G01) определяет линейное одновременное движение, скоординированное по всем осям, которые запрограммированы в кадре, с заданной скоростью обработки. Формат:
G01 [ДРУГИЕ G] [ОСИ] [ОПЕРАНД КОРРЕКТИРОВКИ] [СКОРОСТЬ ПОДАЧИ] [ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ]. [СКОРОСТЬ ПОДАЧИ] — выражает рабочую скорость (F), с которой выполняется движение.
В случае отсутствия используется ранее запрограммированная скорость. Это означает, что в предшествующих кадрах должна быть запрограммирована величина подачи.
В противном случае подается сигнал ошибки. Описание остальных полей аналогично G0 в предыдущем пункте. В качестве примера рассмотрим чистовую обработку детали, представленную на рис. 1.4. После того определения траектории перемещений составляем таблицу опорных точек (табл. 7.1).
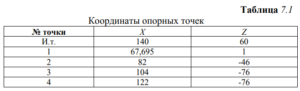
На основании табл. 6 формируем УП:
N1 T1.1M6
N2 ;устанавливаем первый инструмент
N3 SSL=2200
N4 ;вводим ограничение числа оборотов
N5 G96 F0.1 S140 M13
N6 ;устанавливаем постоянную скорость резания 140 м/мин,
подачу 0.1мм/об, включаем подачу СОЖ и правое вращение шпинделя
N7 X67.695 Z1
N8 ;ускоренно перемещаемся в точку 1
N9 G1 X82 Z-46
N10 ;выполняем обработку на рабочей подаче вдоль траектории от точки 1 до 4
N11 X104 Z-76
N12 X122
N13 G X140 Z60
N14 ;возвращаемся в исходную точку с ускоренной подачей
N15 M30
N16 ;конец программы, останов шпинделя, выключение СОЖ.
Несмотря на то, что в четвертом кадре отсутствует подготовительная функция, перемещение будет выполнено с ускоренной подачей, так как G0 действует по умолчанию (табл. 3). В шестом и седьмом кадрах нет необходимости указывать G1, так как ее действие распространяется до отмены функцией G0 (ноль можно опускать) в восьмом кадре.
Круговая интерполяция (G02-G03)
Круговая интерполяция (G02-G03) определяет круговое движение по часовой стрелке (G02) или против часовой стрелки (G03). Это движение является скоординированным и одновременным по всем осям, запрограммированным в кадре с заданной скоростью обработки.
Формат: (G02 или G03) [ДРУГИЕ G] [ОСИ] (I J или R+) [СКОРОСТЬ ПОДАЧИ] [ОПЕРАНДЫ КОРРЕКТИРОВКИ] [ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ].
[ОСИ] представлены символом оси и цифровым значением в явной или неявной форме (параметр Е). Если ни одна ось не запрограммирована или координаты прибытия равны координате отправления, то выполняемым движением будет полное круговое движение в плоскости интерполяции.
Оси могут быть определены неявным образом посредством геометрического элемента — точки. I и J являются адресными словами, выражающими координаты центра окружности, цифровая часть которых может быть выражена в явной или неявной форме. Используемыми символами всегда являются I и J независимо от плоскости интерполяции и всегда присутствуют. R адресное слово, выражающее радиус дуги окружности, цифровая часть которой может быть выражена в явной или неявной форме (параметр Е); знак «+» или «–» перед адресным словом R выбирает одно из двух возможных решений:
- «+» – для дуги до 179.9990;
- «-»— для дуги от 1800 до 359.9990. Направление кругового движения (по часовой или против часовой стрелки) определяется, по направлению в плоскости интерполяции если смотреть со стороны положительной полуоси, перпендикулярной к плоскости в соответствии с рис. 7.1.

Координаты начальной точки, запрограммированные в предшествующем кадре, конечной точки и центра окружности должны быть вычислены таким образом, чтобы разница между начальным и конечным радиусом не превышала бы 0,01 мм. Если разница превышает это значение, воспроизводится запись «Профиль не конгруэнтен», и окружность не выполняется. В качестве примера можно представить обработку заготовки детали, представленной на рис. 7.2.
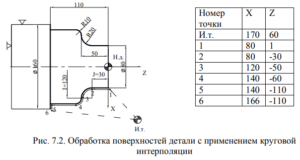
При перемещении из точки 2 в точку 3 действует круговая интерполяция по часовой стрелке G2, а из 3 в 4 – G3.
N1 T1.1M6
N2 SSL=2200
N3 G96 F0.1 S140 M13
N4 X80 Z1
N5 G1 Z-30
N6 G2 X120 Z-50 I120 J-30
N7 ;применяем круговую интерполяцию по часовой стрелке с центром окружности Х=120 мм и Z=-30 мм.
N8 G3 X140 Z-60 I120 J-60
N9 ;применяем круговую интерполяцию против часовой стрелки с центром окружности Х=120 мм и Z=-60 мм.
N10 G1 Z-110
N11 X166
N12 G X170 Z60
N13 M30
Или если круговую интерполяцию указать при помощи радиуса:
…
N6 G2 X120 Z-50 R+20
N8 G3 X140 Z-60 R+10
После адреса R применен знак «+», т. к. каждая из дуги охватывает область угловой протяженностью менее 180º (сектор равный 90º).
Программирование в абсолютной системе, по приращениям и относительно нуля станка (G90, G91, G79)
До сих пор программировались все перемещения относительно нуля детали, однако система ЧПУ позволят выполнять программирования и другими методами путем использования подготовительных функций:
G90 — программирование в абсолютной системе (движения относительно нуля детали, действует по умолчанию);
G91 — программирование в системе по приращениям (движения относительно последнего местоположения);
G79 — программирование относительно нуля станка (применяется редко и рассматриваться нами не будет).
Программирование по приращениям удобно использовать, когда размеры на чертеже указаны не от одной базы, а в виде размерной цепи. При таком методе программирования координаты последующей точки записываются относительно предыдущей, при этом, если перемещение осуществляется против положительного направления оси, то перед числовым значением координаты ставится знак «-». В качестве примера запишем УП в приращениях
N1 T1.1M6
N2 SSL=2200
N3 G96 F0.1 S140 M13
N4 X80 Z1
N5 G91 G1 Z-31
N6 ;переходим к программированию в приращениях
N7 G2 X120 Z-50 I120 J-30
N8 ;применяем круговую интерполяцию по часовой стрелке с центром окружности Х=120 мм и Z=-30 мм.
N9 G3 X140 Z-60 I120 J-60
N10 ;применяем круговую интерполяцию против часовой стрелки с центром окружности Х=120 мм и Z=-60 мм.
N8 G1 Z-110
N9 X166
N10 G X170 Z60
N11 M30
Определение режима динамики приводов при программировании
Как известно, любые движущиеся, вращающиеся механические системы, в том числе привода подач, обладают определенными инерционными свойствами. С точки зрения механической обработки, это является определенным недостатком, который сказывается на производительности обработки. Механизм такой связи следующий: изменения траектории перемещения инструмента не могжет быть выполнено мгновенно, требуются определенные затраты времени на замедление или ускорение привода в опорных точках траектории инструмента.
Функциями, управляющими динамическим режимом приводов, являются: G27, G28, G29. G27 – обеспечивает непрерывное движение с автоматическим уменьшением скорости на углах; это значит, что скорость выхода из элементов профиля вычисляется автоматически в соответствии с геометрической формой профиля. Торможение и ускорение по осям осуществляется при подходе к опорной точке таким образом, что в опорной точке инструмент имеет скорость подачи по осям, соответствующую следующему элементу профиля.
При таком динамическом режиме обеспечивается требуемая точность обработки при удовлетворительных затратах времени. Функция G27 действует по умолчанию. G28 – обеспечивает непрерывное движение без автоматического уменьшения скорости на углах. Это означает, что скорость выхода из элементов профиля равна запрограммированной скорости. При таком режиме обеспечивается наименьшее время обработки за счет исключения промежуточных торможений в опорных точках траектории. Однако вследствие наличия инерции привода, особенно при высоких скоростях резания и небольших припусках (характерно для чистовой обработки), возможно искажение траектории в опорных точках, что ведет к появлению «зарезов». Такой режим можно рекомендовать для черновой обработки. G29 – обеспечивает движение в режиме «от точки к точке», т. е. скорость выхода из элементов профиля установлена равной «0». К моменту прихода в опорную точку инструмент полностью останавливается.
Такой режим обеспечивает максимальную точность обработки, но при этом возрастают затраты времени на обработку, что может быть существенным, если обработка ведется со значительными подачами, траектория имеет много опорных точек с незначительным расстоянием между ними (многопроходная черновая обработка). Тип позиционирования, который осуществляется со скоростью обработки G1, G2, G3, установлен функциями G27, G28, G29, в то время как быстрое позиционирование G00 осуществляется всегда «от точки к точке», т. е. со сведением скорости к нулю и точным позиционированием, независимо от состояния, в котором находится система (G27,G28,G29). Во время непрерывного движения (G27-G28) система запоминает профиль, который должен быть реализован, поэтому элементы профиля выполняются как один кадр. По этой причине во время прохождения профиля с G27-G28 использование вспомогательных функций М, S и T недопустимо. Непрерывное функционирование временно прекращается движением по G00, которое является частью профиля. Если необходимо запрограммировать вспомогательные функции М, S, T, программирование осуществляется в кадре, следующем после G00. В ряде случаев можно принудительно осуществить торможение приводов в опорной точке независимо от динамического режима, применяя функцию G09: G09 – устанавливает подачу, равную нулю, в конце кадра, где она была запрограммирована, но не изменяет ранее установленный режим динамики профиля, если он находится в процессе обработки; функция действительна только в том кадре, в котором запрограммирована. Когда требуется осуществить паузу в процессе обработки, используют функцию G04.
G04 осуществляет выдержку времени в конце кадра. Время выдержки запрограммировано в кадре назначения TMR = значение; функция G04 действительна только в том кадре, в котором запрограммирована. Глобальная переменная TMR позволяет назначить выдержку времени в конце кадра, а отработка этой паузы производится в кадрах с функциями G04 и/или в постоянных циклах. Формат: TMR = ВЕЛИЧИНА. ВЕЛИЧИНА – может быть запрограммирована явным и/или неявным (параметр Е формата LR) образом. В качестве примера рассмотрим операцию формообразования канавки (рис. 7.3).
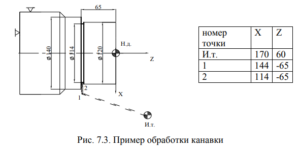
N1 T1.1M6
N2 TMR=1.5
N3 ;устанавливаем величину паузы в 1.5 с.
N4 F0.1 S700 M13
N5 X144 Z-65
N6 G4 G1 X114
N7 ;устанавливаем паузу в точке 2 для выравнивания дна канавки
N8 G X122
N9 X140 Z60
N10 M30
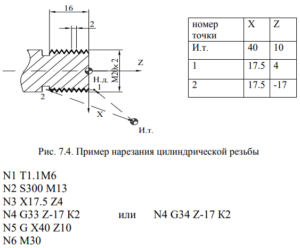
Нарезание резьбы
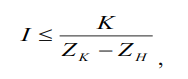
Нарезание резьбы с постоянным или переменным шагом определяет цикл цилиндрического или конического нарезания резьбы с постоянным или переменным шагом. Это движение координируется с вращением шпинделя. Запрограммированные в кадре параметры определяют тип резьбы, которую следует осуществить. В рассматриваемой СЧПУ существуют две подготовительные функции нарезания резьбы G33 и G34, отличающиеся только способом задания шага. Формат: G33 [ОСИ] K [I] [R]. K представляет шаг резьбы; в случае переменного шага, представляет начальный шаг, который должен присутствовать всегда. [I] представляет изменение шага; для нарезания резьбы с возрастающим шагом I должна быть положительной, для нарезания резьбы с уменьшающимся шагом должна быть отрицательной. [R] представляет отклонение по отношению к угловой позиции нуля шпинделя (в градусах); используется при многозаходной резьбе для того, чтобы не сдвинуть начальную точку. Функция R дает команду системе для размещения осей в угловой позиции, которая меняется в зависимости от запрограммированной величины R. Таким образом, представляется возможным программировать одну начальную точку для различной нарезки в отличие от других систем, в которых для осуществления многозаходной резьбы необходимо сместить начальную точку каждой нарезки на величину, равную шагу, разделенному на количество заходов. Во время нарезания резьбы с уменьшающимся шагом, начальный шаг, изменения шага и длина нарезания резьбы должны быть такими, чтобы шаг не становился равным нулю до достижения конечного размера. Для проверки применяется формула
![]()
Формат G34:
G34 [ОСИ] K+ [I] [R].
K+ – шаг резьбы.
Знак для величины шага устанавливается в зависимости от величины перемещения по осям:
- «+» – перемещение больше вдоль оси абсцисс (Z);
- «-» – перемещение больше вдоль оси ординат (Х).
Пример нарезания однозаходной цилиндрической резьбы представлен на рис. 7.4.
Технологические циклы
Программирование многопроходных черновых операций по съему большого количества материала (особенно при обработке деталей из проката) средствами языка ISO может оказаться достаточно трудоемкой задачей. В связи с этим практически любая система ЧПУ содержит вспомогательные технологические циклы, автоматизирующие многопроходную обработку типовых поверхностей. При использовании подобных циклов система автоматически выполняет разделение снимаемого припуска на отдельные проходы, осуществляет расчет и автоматическое выполнение траектории перемещений инструмента.
Основные циклы токарной обработки системы ЧПУ NC-201:
1) TGL — цикл нарезания пазов;
2) FIL — цикл нарезания резьбы;
3) SPA — осепараллельная черновая обработка без чистовой обработки;
4) SPF — осепараллельная черновая обработка с предварительной чистовой обработкой;
5) SPP — черновая обработка параллельно профилю;
6) CLP — чистовая обработка профиля.
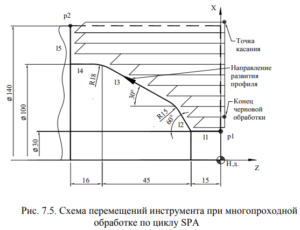
Многопроходная осепараллельная черновая обработка
Чтобы запрограммировать черновую обработку параллельно оси Х, используется следующий формат: (SPA, X, n, L, X, Z). Чтобы запрограммировать черновую обработку параллельно оси Z используется формат: (SPA, Z, n, L, X, Z), где X или Z – признак оси (без значения) параллельно которой производится обработка; n – номер профиля, ранее запомненного с DFP. Он обязателен и может изменяться от 1 до 8; Х – радиальный припуск по оси Х под последующую обработку; Z – радиальный припуск по оси Z под последующую обработку; L – число черновых проходов. Может изменяться от 1 до 255. Х и Z можно пропустить.
Если они присутствуют, то всегда должны иметь положительную величину. На основе начальной точки и направления профиля устройство управления автоматически решает, какой должна быть черновая обработка – внутренней или внешней, и присваивает соответствующий знак припуску. Начальная точка должна быть внешней относительно поля черновой обработки, по крайней мере, на величину программируемого припуска. Если профиль не монотонный, т. е., если он включает в себя выемки, инструмент автоматически обходит выемки во время черновой обработки. После окончания обработки инструмент находиться в точке, отстоящей от конечной точки профиля на расстоянии припуска плюс величина отскока (рис. 7.5).
В качестве примера продолжим составление программы по черновой обработке детали рис. 7.3:
…
N12 T1.1M6
N13 F1 S300 M13
N14 G X162 Z1.5
N15 ;помещаем инструмент в начальную точку цикла
N16 (SPA, Z, 1, L10, X1, Z1)
N17 ;выполняем многопроходную черновую обработку параллельно оси Z, ограниченную профилем под номером 1, обработка выполняется за 10 проходов, припуск под последующую обработку 1мм
N18 G X170 Z60
…
Осепараллельная черновая обработка с последующей получистовой обработкой
Для программирования черновой обработки, параллельной оси Х с конечной обработкой вдоль профиля, используется следующий формат: (SPF, X, n, L, X., Z). Для программирования черновой обработки параллельной оси Z, используется формат: (SPF, Z, n, L, X, Z). Параметры цикла имеют те же значения, что и в SPA. Запрограммированный профиль должен быть однородным. Иначе будет воспроизводиться сообщение ошибки. Отличие обработки по циклу SPF от SPA заключается в том, что обработка завершается проходом инструмента вдоль контура детали и после обработки инструмент перемещается в точку начала цикла.
Черновая обработка параллельно профилю
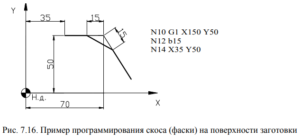
Если заготовка имеет форму, приближенную к детали (поковка, отливка и т. п.), использование циклов обработки параллельно оси является неэффективным: значительное число холостых перемещений на рабочей подаче, большое количество врезаний инструмента в металл. В таком случае обработка идет следующим образом: инструмент в каждом проходе перемещается по траектории, повторяющей профиль детали (рис. 7.6).
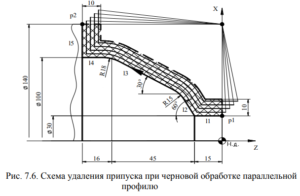
Приведенный алгоритм обработки реализуется с помощью цикла SPP.
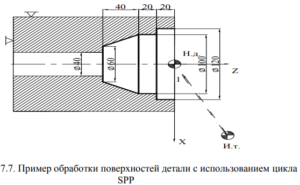
Формат:
(SPP, n, L, X1 X2, Z1 Z2).
n – номер профиля.
L – число проходов.
Х1 – припуск по оси Х, оставленный под последующую обработку.
Х2 – припуск по оси Х на необработанной детали.
Z1 – припуск по оси Z, оставленный под последующую обработку.
Z2 – припуск по оси Z на необработанной детали.
Х1 и Z1 – обязательны, даже если их величина равна нулю. Начальная точка определяется аналогично как и в SPA – SPF. В качестве примера рассмотрим обработку поверхности детали, представленной на рис. 7.7. Заготовка имеет на внутренних поверхностях припуски по 10 мм. Тогда программа будет иметь вид:
N1 (DFP, 1)
N2 G X120 Z0
N3 G1 Z-20
N4 X100
N5 Z-40
N6 X60 Z-80
N7 X40
N8 (EPF)
N9 T1.1M6
N10 F1 S300 M13
N11 G X38 Z1.5
N12 ;помещаем инструмент в начальную точку цикла
N13 (SPP, 1, L4, X1 X10, Z1 Z10)
N14 ;выполняем многопроходную черновую обработку параллельно профилю 1, обработка выполняется за четыре прохода, припуск под последующую обработку 1 мм.
N15 G X170 Z60
N16 M30
Цикл чистовой обработки профиля
Для программирования чистовой обработки профиля используется следующий формат: (CLP, n), n – имя профиля, ранее определенного с DFP. CLP – это единственный цикл обработки, во время которого могут активизироваться функции F, программируемые внутри DFP.
В процессе выполнения данного цикла инструмент перемещается вдоль запрограммированного профиля в направлении его развития. Рассматриваемый цикл позволяет использовать для чистовой обработки ранее запрограммированный профиль для многопроходной обработки, облегчая программирование и сокращая затраты на разработку УП. В качестве примера завершим обработку детали, представленной на рис. 8.3.
…
N19 Т3.3 F0.25 S1000 M6
N20 ;устанавливаем чистовой резец и устанавливаем режимы
резания, соответствующие чистовой обработке.
N21 X80 Z1
N22 (CLP, 1)
N23 ;выполняем чистовую обработку профиля 1.
N24 G X170 Z60
N25 M30
ПРОГРАММИРОВАНИЕ ОБРАБОТКИ НА ОБРАБАТЫВАЮЩИХ ЦЕНТРАХ
Программирование угловых перемещений
Программирование обработки рассмотрим на условном станке, оснащенном крестовым столом с вертикальным расположением оси шпинделя и магазином с автоматической сменой инструмента. Если станок оснащен поворотным столом, одна из осей может быть определена как ось вращения. Программирование так называемого «непрерывного поворотного стола», движение которого является одновременным и скоординированным с движением других осей, запрограммированных в том же кадре, очень простое. Необходимо учитывать следующие моменты:
- программирование должно быть выполнено в градусах и десятичных дробях градуса от +0,00001 до +99999,9999 градусов, начиная с предварительно установленной начальной точки;
- перемещение может быть осуществлено на быстром ходу с функцией G00 или с рабочей подачей при функции G01, программируя скорость вращения в град/мин (с точностью до сотых долей градуса) посредством функции F. Например, при программировании F75.5 ось будет вращаться со скоростью 75,5 град/мин. Если необходимо выполнить фрезерование вдоль окружности с использованием поворотного стола, для вычисления скорости угловой подачи, которую надо запрограммировать, следует использовать следующую формулу:
где F – угловая скорость, град/мин; A – линейная скорость вдоль окружности, мм/мин; D – диаметр, на котором выполняется фрезерование, (мм). Когда вместе с вращательными осями движутся также и линейные оси, для вычисления скорости подачи, которую надо запрограммировать, нужно использовать следующую формулу:
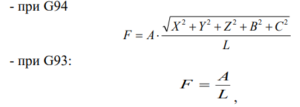
где F -скорость подачи, которую надо запрограммировать; A – скорость подачи, требуемая для обработки заготовки детали, мм/мин; X Y Z B C – фактическое перемещение, выполненное каждой осью (миллиметры – для линейных осей, градусы – для вращательных); L – длина результирующей траектории, мм.
Траекторией будет:
– дуга окружности в случае, когда движется только ось вращения;
– дуга Архимеда, цилиндрическая спираль или же сложные кривые, если ось вращения движется вместе с одной или несколькими линейными осями.
Программирование обработки отверстий на станках типа ОЦ
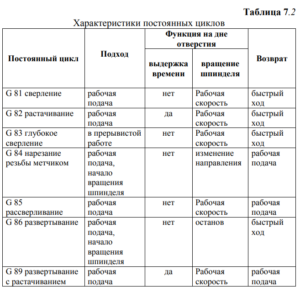
С целью облегчения процедуры программирования обработки отверстий разработан ряд постоянных циклов (G80-G89), функциональное назначение которых закреплено в ГОСТ 20999-83. Функции постоянных циклов G81 – G89, позволяют программировать ряд операций (сверление, нарезание резьбы метчиком, растачивание и т.д.) без повторения для каждой из них размеров отверстия (табл. 7.2).
Формат кадра постоянного цикла следующий.
G8X [R1[R2]] КООРДИНАТА ЦИКЛА [ДОПОЛНИТЕЛЬНЫЕ ОПЕРАНДЫ] [СКОРОСТЬ ПОДАЧИ] [ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ].
[R1[R2]] – это координаты, определенные в явном или неявном виде (параметр Е), относящиеся к оси шпинделя; они определяют координаты быстрого позиционирования в плоскости обработки в точке начала обработки и координаты возврата в конце обработки; если R2 отсутствует, то R1 считается конечной координатой.
КООРДИНАТА ЦИКЛА определяет координату глубины отверстия, значение которой выражено в явном или неявном виде (параметр Е), и ось, вдоль которой выполняется цикл.
[СКОРОСТЬ ПОДАЧИ] определяется символом «F»; выражает скорость подачи, с которой выполняется обработка отверстия; если отсутствует, то скоростью подачи будет последняя запрограммированная «F».
[ДОПОЛНИТЕЛЬНЫЕ ОПЕРАНДЫ] являются операндами, определяющими параметры частных операций (например, I, J, K для глубокого сверления);
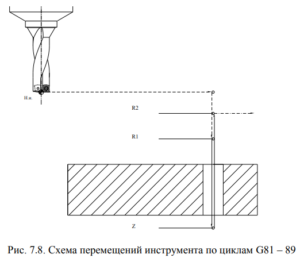
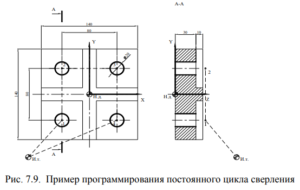
[ВСПОМОГАТЕЛЬНЫЕ ФУНКЦИИ] определяют функции S, M, T, H. Последовательность движений при выполнении постоянного цикла можно представить следующим образом (рис. 7.8):
– быстрое позиционирование к оси отверстия;
– быстрый подход к плоскости обработки;
– перемещение со скоростью рабочей подачи до запрограммированного размера (Z);
– функции цикла на дне отверстия; – возвращение на быстром ходу или со скоростью рабочей подачи к координате R1 (R2), если координата возврата отличается от координаты подхода R1.
При использовании постоянных циклов следует учитывать следующие ограничения: В кадре, содержащем функцию G постоянного цикла, не программируется никакое дополнительное движение осей, кроме самого цикла; цикл не приводится в действие, а кадр заносится в память системы. Цикл стартует координатами, запрограммированными сразу после кадра, содержащего постоянный цикл (после выполнения первого цикла для того, чтобы выполнить
последующие циклы, идентичные первому, достаточно запрограммировать координаты точек отверстия).
Продолжительность паузы на дне отверстия программируется трехбуквенным кодом TMR. Не представляется возможным программировать G8X, если профиль запрограммирован на языке GTL и/или внутри G41/G42 – G40.
Невозможно программировать новый постоянный цикл без закрытия предыдущего постоянного цикла c помощью G80. Формат постоянных циклов G81, G82, G85, G86, G89: G8X [R1[R2]] Z.
X – 1, 2, 5, или 6.
В качестве примера рассматривается сверление отверстий в
детали (рис. 7.9).
Соответственно программа будет иметь вид:
N1 T1.1 M6
N2 S1100 F95 M13
N3 Z45
N4 G81 R33 R43 Z-5
N5 ;задание параметров постоянного цикла сверления
N6 X-40 Y-40
N7 ;движение к точке 1 и выполнение цикла
N8 Y40
N9 ;движение к точке 2 и выполнение цикла
N10 X40
N11 ;движение к точке 3 и выполнение цикла
N12 Y-40
N13 ;движение к точке 4 и выполнение цикла
N14 G80 X-90 Y-90 Z80
N15 ;отмена действия цикла, возврат в исходную точку
N16 M30
Постоянный цикл G81 может быть использован для операций растачивания, развертывания и центровочного сверления. Программирование постоянных циклов G82, G85, G86, G89 идентично программированию G81. В кадры, предшествующие постоянным циклам G82 и G89, вводится при необходимости выдержка времени через команду TMR.
Постоянный цикл глубокого сверления (G83)
Формат кадра:
G83 [R1..[R2..]] Z..I..[K..] [J..].
I – приращение размера Z после каждого цикла удаления стружки.
[J] – минимальное приращение цикла удаления стружки; после достижения программированного значения следуют постоянные приращения.
[K] – коэффициент уменьшения параметра I (до достижения величины J).
Присутствие или отсутствие этих параметров определяет два разных цикла:
- Если заданы параметры I, K, J, цикл имеет следующие шаги:
– быстрый подход к оси отверстия для обработки;
– быстрый подход к точке R1;
– подход с рабочей подачей к точке R1+I;
– быстрый возврат к точке R1 (удаление стружки);
– вычисление нового значения R1: R1=R1+I-1;
– вычисление нового значения I: I=I·K, если I·K >= J, и I=J если, I·K < J.
Шаги, начиная со второго, выполняются один за другим до получения запрограммированного размера глубины сверления. Для сохранения параметра I неизменным (постоянное приращение) нужно запрограммировать К = 1 при отсутствии параметра J.
- Если параметры K и J не заданы (дробление стружки без удаления) – подача с постоянным приращением и выдержка времени при любом приращении обеспечивается следующими шагами:
– быстрый подход к центру отверстия для обработки;
– быстрый подход к размеру R1;
– рабочая подача к точке R1+I;
– выдержка времени, запрограммированная с TMR;
– подход по другой величине I; (Три последних шага следуют один за другим до достижения запрограммированного размера глубины);
– быстрый выход из отверстия к точкам R1 или R2, если R2 запрограммирована.
Постоянный цикл нарезания резьбы метчиком (G84)
Постоянный цикл нарезания резьбы метчиком (G84) может быть выполнен двумя способами:
- Шпиндель без датчика:
Формат кадра цикла G84:
G84 [R1][R2] Z.. .
Z – конечная координата нарезания резьбы.
При программировании необходимо учитывать следующее:
– размер перемещения быстрого хода инструмента к заготовке детали в операциях нарезания резьбы метчиком должен всегда заканчиваться на расстоянии от заготовки детали, равном пяти шагам резьбы, если глубина до трѐх диаметров, или семи шагам, если глубина больше трѐх диаметров;
– скорость подачи F, которую следует запрограммировать, вычисляется следующим образом:
F = S · p ·0,9 , где S – скорость вращения шпинделя; P – шаг резьбы; 0,9 – коэффициент уменьшения скорости для сохранения упругости пружинного компенсатора резцедержателя. Окончательный размер Z должен быть уменьшен на величину, равную 10% от фактического рабочего хода метчика;
- Шпиндель с датчиком:
В данном случае существует два способа программирования функции G84:
– использование программирования скорости подачи F как в случае для шпинделя без датчика;
– использование программирования шага резьбы К; в этом случае система автоматически вычисляет подачу, умножая шаг К на число оборотов шпинделя.
Формат кадра цикла G84: G84 [R1][R2] Z K.
К – шаг резьбы.
Особенности постоянных циклов
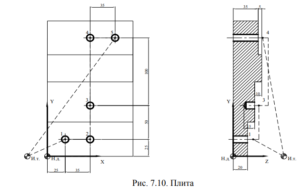
Внутри постоянных циклов можно программировать не только координаты оси отверстия, но и менять параметры цикла R1, R2, Z.
Если внутри постоянного цикла программируется кадр типа X,Y, R или же X,Y,R и/или Z, размеры R и/или Z постоянного цикла будут изменены, и движения осей будут выполнены в следующем порядке:
– X и Y;
– R1, R2 обновленная;
– Z обновленная. Это позволяет менять глубину отверстия и переходить от обработки на одной плоскости к обработке на другой плоскости ниже или выше без отмены постоянного цикла функцией G80.
Пример представлен на рис. 7.10.
N1 S1000 F100 T1.1 M6
N2 G81 R22 Z-6 M13
N3 X25 Y25
N4 ; выполняем сверление первого отверстия
N5 X60 R22 R32
N6 ;выполняем обработку второго отверстия, и т. к. третье отверстие расположено выше второго на 10мм принимаем R2=32, в итоге после обработки второго отверстия инструмент поднимется до
Z=32
N7 Y75 R32 R42 Z15
N8 ;аналогично меняем параметры цикла при обработке третьего отверстия, Z=15 – отверстие глухое, R42 – подымаем после обработки инструмент до 42 мм во избежание столкновения с деталью при перемещении к четвертому
N9 Y175 R37 Z-6
N10 ; R37 начинаем обработку четвертого отверстия, припуск на врезание – 2 мм;
N11 X95
N12 G80 Z50
N13 X-20 Y0 M30
Программирование фрезерной обработки
Наряду с операциями обработки отверстий на вертикальном обрабатывающем центре выполняются операции фрезерования. Программирование фрезерной обработки поверхностей дисковыми и торцовыми фрезами не вызывает каких-либо затруднений. Программирование обработки контуров концевыми фрезами имеет ряд особенностей.
Компенсация радиуса инструмента (G41-G42-G40)
Рассмотрим следующую ситуацию: допустим необходимо выполнить фрезерование контура детали, представленной на рис. 7.11. Для обработки принимаем цилиндрическую концевую фрезу Ø16 мм. У вращающегося инструмента обычно точка привязки расположена на оси вращения (рис. 7.11).

В таком случае траектория перемещения инструмента – это траектория перемещения точки, лежащей на оси его вращения. Очевидно, что такая траектория будет повторять контур детали и лежать на постоянном удалении от детали равном радиусу инструмента (рис. 2.11). Траектория, лежащая на равном расстоянии от контура детали, называется эквидистантой. Запишем УП для обработки представленной детали:
N1 T1.1 M6
N2 S1100 F95 M13
N3 X-24 Y4 Z-3
N4 G3 X-8 Y20 R16
N5 ;осуществляем плавное врезание инструмента на глубину припуска
N6 G1 Y148
N7 X70
N8 G2 X148 Y70 R78
N9 G1 Y-8
N10 X-8
N11 Y22
N12 G3 X-24 Y38 R16
N13 G X-20 Y-25 Z50
N14 M30
Представим следующую ситуацию: допустим на текущий момент нет фрез Ø16 мм, а есть фрезы Ø18 мм, следовательно, данная программа уже становится непригодной для обработки. В такой ситуации приходится разрабатывать новую траекторию перемещения инструмента, рассчитывать новые опорные точки, проводить корректировку кадров УП. Данный недостаток значительно снизил бы эффективность использования станков с ЧПУ. Как видно из представленного примера, при изменении размеров инструмента траектория перемещений не меняется, меняются лишь координаты опорных точек в зависимости от текущего диаметра инструмента.
С данной задачей легко справляется система ЧПУ при использовании подготовительных функций компенсации размеров инструмента (G41, G42):
– G41 – включение компенсации, инструмент слева от заготовки детали;
– G42 – включение компенсации, инструмент справа от заготовки детали;
– G40 – отмена компенсации.
Особенностью использования компенсации инструмента на рассматриваемой системе ЧПУ является то, что при программировании траектории перемещений условно принимается диаметр инструмента, равный нулю. Траектория инструмента совпадает с обрабатываемым контуром и в программе фактически описывается обрабатываемый контур. Какую из двух функций использовать определить очень просто: достаточно посмотреть на инструмент в направлении его перемещения (если инструмент находится слева от детали – G41, справа – G42). До программирования компенсации радиуса инструмента необходимо определить плоскость интерполяции. Как известно, плоскость интерполяции может быть определена при помощи G17 (устанавливается при включении устройства), G18, G19. Инструмент должен позиционироваться к стартовой точке на профиле при помощи линейной интерполяции. Однако первый элемент (кадр) профиля может быть как линейным, так и круговым. Для отмены компенсации радиуса инструмента необходимо запрограммировать функцию G40. Действие функций G41, G42 прекращается в первом же кадре движения после кадра с функцией G40. При программировании профиля с компенсацией радиуса инструмента следует помнить, что:
1) первое перемещение должно быть линейным, т. е. на быстром ходу или при скорости обработки (G00- G01);
2) блоки с функциями M, S и T не могут программироваться внутри области кадров, на которую распространяется действие
функций G41 и G 42;
3) профиль может обрабатываться в непрерывном режиме (G27-G28) или в режиме «от точки к точке» (G29), в автоматическом или кадровом режиме;
4) на первой и последней точке профиля центр инструмента позиционируется перпендикулярно профилю на программируемой точке.
Следовательно, траектория перемещений инструмента и УП примут вид (рис. 7.12):
N1 T1.1 M6
N2 S1100 F95 M13
N3 Z-3
N5 G41 X-16 Y4
N6 ;так как инструмент находится слева от контура используем G41
N7 G3 X0 Y20 R16

N13 Y22
N14 G40 G3 X-16 Y38 R16
N15 G X-20 Y-25 Z50
N16 M30
Особенности программирования контуров при фрезерной обработке
При перемещении из точки 2 в точку 3 (рис. 7.19) будет наблюдаться отрыв инструмента от обрабатываемой заготовки детали (рис. 7.13), а при последующем перемещении в точку 4 инструмент повторно осуществляет врезание на глубину припуска. При этом врезание осуществляется в жестком режиме. Все это приводит к снижению стойкости инструмента, а также, вследствие деформации инструмента и детали, к появлению «недорезов» на обрабатываемой поверхности (рис. 7.14).
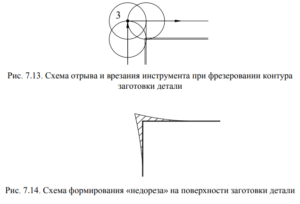
Поэтому для всех участков траектории, где изменение направления движения инструмента превышает 180º, выполняют сопряжение контура (рис. 7.15). Сопряжение осуществляется путем перемещения инструмента по дуге окружности радиусом, равным радиусу инструмента, и центром, расположенным в точке излома контура. Точки начала и конца дуги сопряжения определяются следующим образом: из точки излома контура строятся два перпендикуляра к сопрягаемым поверхностям, точки пересечения перпендикуляров и эквидистанты являются началом и концом дуги сопряжения.
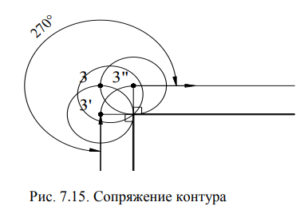
При такой траектории перемещения инструмент постоянно касается детали, обеспечивая исключение появления «Недорезов». Система ЧПУ NC-201 позволяет автоматически выполнять скругления, сопряжения контура и скосы. Скругления выполняются программированием адреса r, скосы – b. При программировании выпуклого пути перемещением против часовой стрелки радиус r, связывающий линии, должен иметь положительную величину; при перемещении по часовой стрелке программируется отрицательный радиус. Радиус r=0 выполняет сопряжение контура путем генерирования радиуса, равного нулю на детали. Программа по обработке детали (рис. 2.12) с выполнением сопряжений в этом случае примет вид:
N1 T1.1 M6
N2 S1100 F95 M13
N3 Z-3
N5 G41 X-16 Y4
N6 ;так как инструмент находится слева от контура, используем G41
N7 G3 X0 Y20 R16
N8 G1 Y140
N9 r0
N10 X70
N11 G2 X140 Y70 R70
N12 G1 Y0
N13 r0
N14 X0
N15 r0
N16 Y22
N17 G40 G3 X-16 Y38 R16
N18 G X-20 Y-25 Z50
N19 M30
Скос программируется как расстояние от точки пересечения между линиями (рис. 7.16).
Кодом UOV можно определить припуск в операциях контурной обработки. Заданный в программе или введенный с клавиатуры код UOV временно модифицирует значение корректировки на величину, равную установленному значению. Пример: UOV=1,5 – при обработке будет оставлен припуск в 1,5 мм на сторону (например, при выполнении получистовой обработки).