Сварщик газовой сварки (газосварщик)
Универсальные инжекторные резаки
Инжекторный резак подобно инжекторной горелке состоит из двух основных узлов – ствола и наконечника. Конструкция резака отличается от конструкции горелки (см. гл. IX) тем, что в резаке имеется дополнительная трубка для режущего кислорода с вентилем (рис. 70, а).
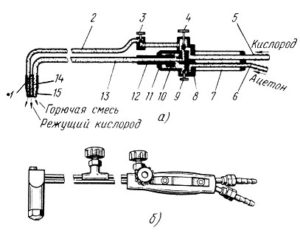
Рис. 70. Инжекторные резаки: а – ‘факел’; 1 – головка, 2 – трубка режущего кислорода, 3 – вентиль режущего кислорода, 4 – вентиль подогревающего кислорода, 5, б – ниппели кислорода и ацетилена, 7 – рукоятка, 8 – корпус, 9 – ацетиленовый вентиль, 10 – инжектор, 11 – накидная гайка, 12 – смесительная камера, 13 – трубка для газовой смеси, 14 – внутренний мундштук, 15 – наружный мундштук; б – ‘Ракета-1’
Ниппель для горючего газа присоединяется к штуцеру ствола, имеющему левую резьбу, и к штуцеру для кислорода – с правой резьбой. Головка имеет сменные мундштуки, устанавливаемые в зависимости от толщины разрезаемой стали. Инжекторное устройство резака аналогично устройству горелки. Мундштуки резаков бывают с кольцевым подогревательным пламенем (или щелевые) и многосопловые (рис. 71). И в тех и других струя режущего кислорода проходит по центральному каналу.
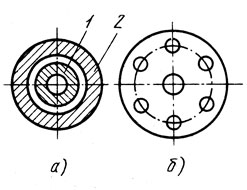
Рис. 71. Типы мундштуков (схема): а – щелевой, б – многосопловый; 1 – внутренний мундштук, 2 – наружный мундштук
Многосопловые мундштуки сложны по конструкции и в изготовлении. Кроме того, при эксплуатации они часто забиваются каплями шлака, что нарушает процесс резки и вызывает хлопки и обратные удары. Поэтому наибольшее применение нашли резаки со щелевыми мундштуками. Щелевые мундштуки состоят из внутреннего и наружного мундштуков, которые ввертываются в головку резака или присоединяются к ней накидной гайкой. Смесь газов для подогревающего пламени проходит в зазор между мундштуками. С помощью сменных мундштуков регулируют расход газов и мощность подогревательного пламени.
Мундштуки – особенно ответственные детали резаков. Очень важно, чтобы была обеспечена герметичность соединении мундштуков и отсутствие прилипания брызг разрезаемого металла к их поверхности. В настоящее время все мундштуки изготовляются из бронзы Бр.Х 0,5; тугоплавкая пленка окиси хрома на ее поверхности сильно уменьшает возможность прилипания брызг.
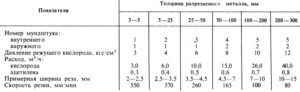
Для резки стали заданной толщины подбирают мундштуки по табл. 17, данные которой соответствуют ГОСТ 5191 – 69.
В настоящее время выпускаются два типа резаков. Первый – “Факел” (измененная конструкция резака “Пламя”), инжекторное устройство которого помещено, как и в горелке, в стволе. Конструкция этого резака показана на рис. 70, а. Второй тип – “Ракета-1” (рис. 70, б), инжекторное устройство которого находится в головке. Резаки типа “Ракета” в эксплуатации меньше подвержены хлопкам и обратным ударам.
Для работы на газах-заменителях ацетилена выпускаются резаки РЗР – на основе резака “Пламя” и РУЗ-70 (“Ракета-2”) – на основе резака “Ракета-1”. Эти резаки отличаются от ацетилено-кислородных размерами инжекторов и диаметрами каналов мундштуков.
Резаки снабжаются циркульным устройством (для вырезки круглых заготовок) и опорными тележками.