Сварщик газовой сварки (газосварщик)
Газовая наплавка и пайка
Разновидности сварочно-наплавочных процессов по степени их механизации.
Сварочно-наплавочные процессы разделяют на ручные и механизированные. Ручные способы сварки и наплавки выполняются сварщиком без применения каких-либо механизмов. При механизированной сварке и наплавке предусмотрено применение различных механизмов, облегчающих и ускоряющих выполнение операций.
Ручные способы сварки и наплавки. Эти способы используют при сварке швов незначительной длины и при наплавке небольших поверхностей, т.е. в тех случаях, когда применение механизированных способов неэффективно.
Дуговая сварка и наплавка стальных деталей.
При дуговой сварке используют постоянный и переменный ток. При сварке постоянным током электрическая дуга горит более устойчиво, причем на положительном полюсе выделяется тепла больше, чем на отрицательном (температура соответственно 4200 и 3500°С). В связи с этим для деталей из среднеуглеродистых и высокоуглеродистых сталей во избежание образования в результате перегрева закалочных трещин сварку ведут при подключении детали к отрицательному полюсу, т.е. при обратной полярности. На обратной полярности выполняют также сварку деталей небольшой толщины, что позволяет избежать прожога. При требовании повышенной глубины проплавления детали сварку выполняют на прямой полярности, т.е. к детали подключают положительный полюс. При сварке переменным током выделяется примерно одинаковое количество тепла на электроде и детали.
На переменном токе сваривают низкоуглеродистые и низколегированные стали, так как детали из таких сталей малочувствительны к перегреву и хорошо свариваются.
На качество сварки и наплавки деталей большое влияние оказывает правильный выбор электрода и режима работы. Для сварки конструкционных низкоуглеродистых и низколегированных сталей 15Х, 20Х применяют электроды Э-34, Э-38, Э-42, Э-42А, Э-46, а для наплавки поверхностей — электроды ЭН- 18Г4-35, ЭН-20Г4-40 и др. Для сварочных работ стержнями электродов обычно используется низкоуглеродистая проволока Св-08, Св-08ГАи др.
Электроды различают с тонким (0,15…0,3 мм на сторону) и толстым (толщина слоя 0,25…0,35flf, где d — диаметр электрода, мм) покрытием. Тонкие покрытия, состоящие из смеси 80…85% мела и 20… 15% стекла, способствуют устойчивому горению дуги. Электроды с тонкими покрытиями применяют для сварки малоответственных деталей. Толстые покрытия позволяют получить наплавленный металл с высокими механическими свойствами. Толстые покрытия являются защитно-легирующими. В их состав входят следующие компоненты: газообразующие (крахмал, древесная мука и др.), защищающие расплав металла от воздействия воздуха, шлакообразующие (кварцевый песок, полевой шпат и др.), раскисляющие (ферромарганец, ферросилиций и др.), легирующие (феррохром, ферромарганец и др.), связующие (жидкое стекло).
Электроды с толстыми покрытиями применяют для сварки и наплавки ответственных стальных деталей. Наиболее распространены электроды марок УОНИ-13/45; УОНИ-13/55 и др. Основное покрытие этих электродов фтористо-кальциевое следующего состава (в %): мрамор — 53…54; плавиковый шпат — 15… 18; кварцевый песок — 9; ферромарганец — 2…5; ферросилиций — 3…5; ферротитан — 12…15, жидкого стекла добавляют 10—15% ксумме компонентов. Электроды УОНИ-13 выпускаются диаметром 2…5 мм с толщиной покрытия от 0,6 до 1,2 мм в зависимости от диаметра электрода. Наплавку выполняют постоянным током обратной полярности.
Диаметр электрода (2…6 мм) зависит от толщины восстанавливаемой детали, типа шва и его положения в пространстве. При вертикальном и потолочном швах диаметр электрода не должен быть более 4 мм.
Необходимая сила сварочного тока может быть определена по формуле

где I — сила тока, A; d3 — диаметр электрода, мм; а и (3 — опытные коэффициенты (при ручной сварке а = 6, (3 = 20).
На качество сварного шва значительное влияние оказывает длина дуги. Она обычно составляет 0,5—1,2 диаметра электрода и зависит от условий сварки и марки электрода. При чрезмерно большой дуге в сварочном шве возрастает содержание азота и кислорода и увеличивается разбрызгивание металла. При короткой дуге плохо формируется сварочный шов.
Для получения при наплавке износостойкого покрытия на деталях из низкоуглеродистой, среднеуглеродистой и низколегированной сталей применяют электроды марок ОЗН-ЗОО, O3H-350, ОЗН-400. Эти электроды имеют стержень из легированной проволоки, соответственно, ЭН-15ГЗ-25; ЭН-18Г4-35 и ЭН-20Г4-40. Покрытие электродов фтористо-кальциевое. При диаметре электрода 4 мм сила тока
170.. .220 А, а при диаметре 5 мм — 210…240 А.
Хорошая износостойкость деталей, работающих с безударной нагрузкой, обеспечивается наплавкой электродом Т-590, а деталей, работающих с умеренно ударной нагрузкой, — электродом Т-620. Эти электроды изготавливают из сварочной проволоки Св-08А с обмазкой, имеющей легирующие элементы. Наплавленный электродами слой представляет собой железоуглеродистый сплав, легированный хромом, бором, кремнием, марганцем и титаном. Учитывая повышенную хрупкость слоев, наплавленных электродами Т-590 и Т-620, и склонность к образованию трещин, эти электроды используют для наплавки верхних слоев деталей, подвергающихся абразивному изнашиванию. При диаметре электрода 4 мм сила тока
200.. .220 А, а при диаметре 5 мм — 250…270 А.
При ручной дуговой сварке основное время (в мин) рассчитывают по формуле
![]()
где F — площадь поперечного сечения шва, см2; / — длина шва, см; у — плотность наплавленного металла, г/см3; Кн — коэффициент наплавки, г/(Ач); I — сила сварочного тока, А.
При дуговой сварке и наплавке стальных деталей для уменьшения внутренних напряжений и деформаций наиболее эффективным способом является предварительный подогрев детали до 200…300°С, а после наплавки — отпуск малогабаритных деталей при температуре
630.. .650°С с последующим медленным охлаждением.
Газовая сварка и наплавка стальных деталей.
При газовой сварке и наплавке в качестве горючего используют в основном ацетилен. Газовую сварку применяют главным образом для соединения листов толщиной менее 2 мм (баки, тонкостенные трубы), так как газовое пламя не дает прожога тонкого листа. По производительности газовая сварка в 3…5 раз ниже дуговой и дает значительные остаточные деформации. Материал присадочного прутка выбирают однородным по составу с основным металлом. Перед сваркой шов предварительно прогревают горелкой до температуры 650…700°С.
Основное время (в мин) при ацетиленокислородной сварке определяют по формуле

де F — площадь поперечного сечения шва, см2; / — длина шва, см; у — плотность наплавленного металла, г/см3; Кн — коэффициент наплавки, г/мин. Ки зависит от мощности горелки и от свариваемого металла.
Газовая сварка и наплавка
При газовой сварке и наплавке металл расплавляется теплом, выделяемым при сгорании горючего газа (ацетилена, пропан-бутана, метана и др.) в кислороде. В ремонтном производстве наибольшее распространение получили ацетиленокислородная сварка и наплавка. Используя ацетилено-кислородное пламя, выполняют следующие работы: сварку черных и цветных металлов и сплавов, наплавку твердых сплавов, резку металлов, поверхностную закалку, пайку твердыми припоями, сварку пластмасс.
Рассмотрим реакции при горении ацетилена. Ацетилено-кисло- родное пламя состоит из трех зон: ядра, восстановительной зоны и факела. В ядре вследствие нагрева происходит частичная диссоциация ацетилена. В восстановительной зоне ацетилен сгорает в кислороде неполностью по реакции
![]()
В факеле происходит догорание СО и Н2 за счет кислорода воздуха по реакции
Наиболее высокая температура развивается в восстановительной зоне (примерно 3200°С).
При газовой сварке и наплавке присадочный и основной металл окисляются и науглероживаются. Выгорают марганец, кремний и другие элементы. Расплавленный металл поглощает газы (азот, водород), образуя пористость. Азот также вступает в химическое соединение с расплавленным металлом, образуя нитриды (Fe2N, Fe4N, MnN, SiN), которые повышают хрупкость и твердость наплавленного металла. Для уменьшения влияния кислорода, азота и водорода на качество наплавляемого металла применяют флюсы.
Флюсы бывают химически действующие и действующие как физические растворители. Флюсы первой группы образуют с оксидами металла легкоплавкие химические соединения, всплывающие на поверхность в виде шлака. К этой группе относятся флюсы на основе технической буры. Флюсы второй группы растворяют оксиды металлов и образуют шлаки, легко всплывающие на поверхность расплавленного металла. К этой группе относятся флюсы, имеющие в составе хлористый натрий, хлористый калий и фтористый натрий.
Режим газовой сварки и наплавки определяется следующими факторами: 1) способом сварки; 2) видом пламени; 3) мощностью пламени; 4) диаметром присадочного прутка; 5) углом наклона горелки.
1. Существуют правый и левый способы сварки. Названия этих способов связаны с направлением перемещения газовой горелки. На рис. 3.7, а показан правый способ сварки, а на рис. 3.7, б — левый: 1 — мундштук горелки; 2 — пламя; 3 — свариваемый металл; 4 — шов; 5 — присадочный пруток. Правый способ сварки обеспечивает более концентрированный ввод тепла, поэтому он применяется для сварки металлов толщиной свыше 4 мм. Левый способ предупреждает прожог металла и целесообразен для сварки деталей толщиной менее 4 мм.
2. Газовое пламя в зависимости от соотношения расходов кисло- рода и ацетилена —— = а различают трех видов: нейтральное С2Н2
(а = 1… 1,25), восстановительное (а < 1) и окислительное (а > 1,25).
Обычно сварку и наплавку деталей из сталей с содержанием углерода до 0,5%, цветных металлов и алюминиевых сплавов выполняют нейтральным пламенем. Пламя с избытком ацетилена применяют при наплавке твердых сплавов и при сварке чугунных деталей и деталей из легированных и высокоуглеродистых сталей (С > 0,5%). В таком пламени избыток углерода во второй зоне частично переходит в металл, задерживается выгорание кремния и уменьшается возможность отбеливания чугуна. Окислительное пламя используют для резки металлов, нагрева деталей при закалке и сварки латунных деталей.
![]()
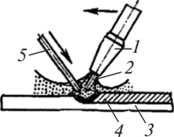
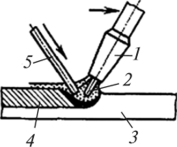
Рис. 3.7. Правый (а) и левый (б) способы сварки
3. Мощность пламени зависит от номера наконечника горелки и характеризуется расходом ацетилена. Расход ацетилена (в дм3/ч) определяют по формуле
![]()
где К — коэффициент, характеризующий материал свариваемой детали, способ сварки и тип соединения, дм3/ч на 1 мм толщины детали; S — толщина детали, мм. Для стали К= 100…120 дм3/(ч мм), для чугуна К = 110…140 дм3/(ч мм), для алюминия К =
60.. . 100 дм3/(чмм).
В зависимости от расхода ацетилена выбирают номер наконечника сварочной горелки.
- 4. Диаметр присадочного прутка выбирают в зависимости от толщины свариваемой детали. При толщине детали 1…2 мм сварку можно выполнять без присадочного прутка. При толщине детали S = 2…3 мм диаметр проволоки d = 2 мм, при S = 3…10 мм d = = 3…4 мм, при S= 10…15 мм, d= 4…6 мм, при 5= 15 мм и более d = = 6…8 мм.
- 5. Угол наклона горелки зависит от толщины свариваемой детали. Например, при толщине детали до 1 мм угол наклона горелки к горизонтальной плоскости составляет а = 10°, при толщине детали
- 5.. .7 мм а = 40°, а при толщине детали 15 мм и более а = 80°. С ростом угла наклона возрастает тепловое воздействие пламени на процесс сварки.